Fluorochemicals
High-performance pumps for corrosive chemicals, acids, and aggressive media handling with superior resistance and reliability.
Engineered for the toughest industrial demands, our centrifugal pumps are precision investment cast in WCB, Stainless Steel grades (SS316, SS304), Duplex, Super Duplex, CD4MCuN, Alloy-20, Hastelloy, Titanium, Nickel, and other high-performance alloys, ensuring superior reliability, corrosion resistance, and efficiency in critical applications.




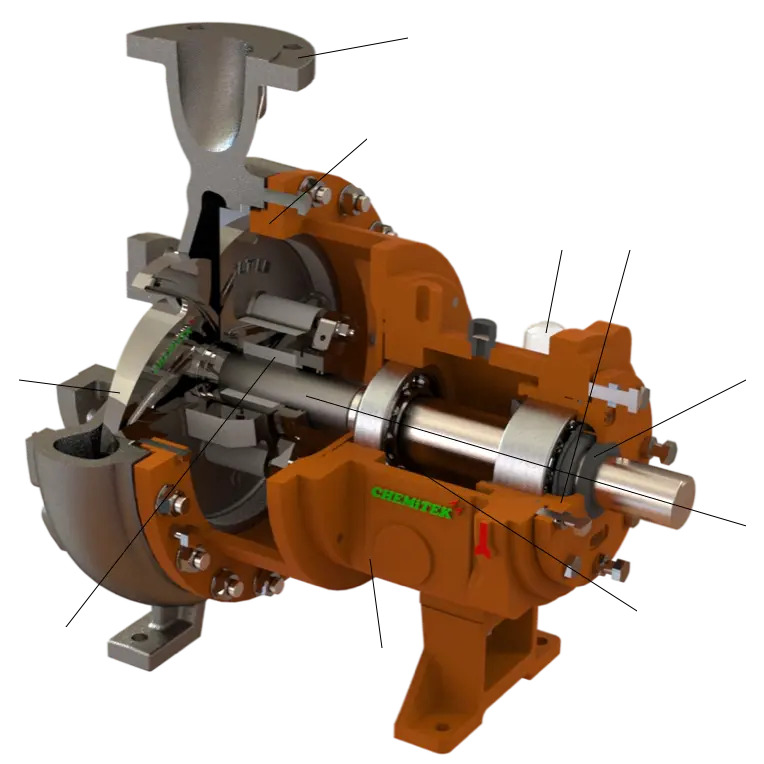
Discover the advanced engineering features that make our centrifugal pumps the preferred choice for demanding industrial applications. Each component is designed for maximum reliability, performance, and operational efficiency.
Explore the internal components and engineering precision of industrial centrifugal pumps through this interactive technical diagram.













Explore our comprehensive range of industrial pump solutions designed to complement your operations and optimize your entire production line.

Advanced composite pump solutions designed for chemical processing, wastewater treatment, and corrosive applications where traditional metal pumps fail.
 100% corrosion resistant materials
100% corrosion resistant materials
 Extended service life in harsh conditions
Lightweight composite construction
Extended service life in harsh conditions
Lightweight composite construction

Professional installation and commissioning services ensuring optimal pump performance, proper alignment, and system integration for maximum efficiency.
Certified installation technicians
Complete system commissioning
Performance optimization included

Complete range of accessories and components including impellers, casings, seals, and monitoring systems to enhance pump performance and reliability.
High-performance impellers and casings
Advanced sealing solutions
Monitoring and control systems