
Slurry pumping is one of the toughest jobs in any process plant and often the most misunderstood. Whether it’s moving abrasive sugar crystals, corrosive chemical sludge, or high-density fertilizer slurries, these systems are constantly under stress.
And it shows.
Studies indicate that slurry pumps, while accounting for just 5% of installed centrifugal pumps, can drive up to 80% of operating costs
The problem? Standard water-pump logic doesn’t apply here. You’re not just pushing liquid, you’re moving solids suspended in liquid. And when your flow velocity isn’t right, or your impeller design isn’t suited to the slurry’s behavior, things go south quickly: excessive wear, clogging, seal blowouts, and inconsistent delivery.
This article breaks down what slurry pumping really involves, why it’s different from standard fluid pumping, and how to select, operate, and maintain slurry systems the right way, especially in industries like sugar, chemical, and fertilizer, where fluid properties shift batch to batch.
Let’s start with what sets slurry pumping apart.
Key Takeaways
- Slurry pumping isn’t like regular liquid pumping. You’re moving a mix of solids and liquids, often abrasive, corrosive, or highly variable.
- Poorly chosen pumps wear out fast. Missteps in velocity, impeller design, or material selection can lead to high maintenance and early failure.
- Designing for real-world conditions is key. You can’t rely on clean-water assumptions in industries like sugar, fertilizer, or chemical.
- With the right setup, slurry pumping can be stable, efficient, and low-maintenance. This article shows you how.
hat Makes Slurry Pumping Different?
At its core, slurry pumping refers to the use of robust pump systems to move solid-liquid mixtures called slurries without significant loss of performance or excessive wear. But unlike water or oil pumping, slurry systems deal with added complexity, solid particles that behave unpredictably once in motion.
These particles might settle, erode the pump internals, or clog tight bends. And in some cases, the slurry may be corrosive, highly viscous, or even temperature-sensitive.
Where Slurry Pumping Comes In
Slurry systems are critical in industries like:
- Sugar plants: Transporting massecuite, magma, or syrup with varying crystal sizes.
- Fertilizer units: Handling phosphates, ammonium slurries, or abrasive potash mixtures.
- Chemical processing: Moving high-solid-content mixtures, often corrosive or caustic.
Each application introduces a different variable particle size, percentage solids, settling rate, and chemical behavior. And that’s exactly what makes slurry pumping so tricky to get right.
What Makes Slurry Pumping So Challenging
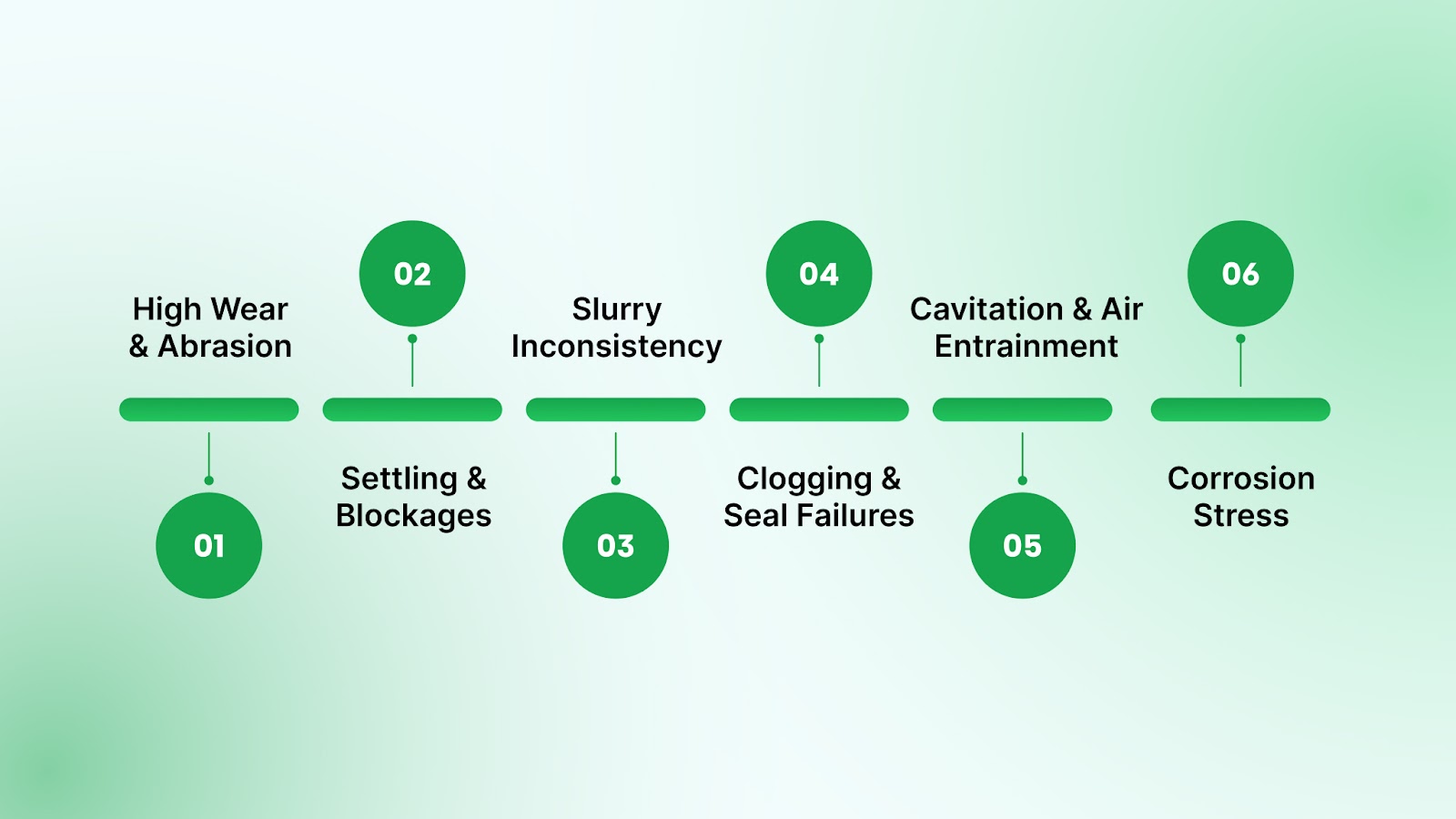
Slurry pumping involves more than just moving fluid from one place to another. The moment solid particles enter the mix, the system stops behaving like a typical fluid line.
These solids grind down surfaces, settle inside pipelines, trigger seal damage, and introduce air pockets that destroy internal components. If not managed correctly, even the toughest pumps fail faster than expected.
1. High Wear and Abrasion
Solids inside slurries like sand, potash, or phosphate act like constant sandblasting on pump internals. Over time, this leads to:
- Rapid erosion of impellers, volutes, and liners
- Frequent repair or part replacement
- Reduced hydraulic efficiency, even before visible failure
Even materials like high-chrome alloys or rubber linings can degrade quickly if the flow velocity is too high or if the pump is oversized. In highly abrasive duties, wear rates can triple compared to clean water systems. That’s why many designs now incorporate thicker casings or replaceable liners to extend service life.
2. Settling and Blockages
Solids aren’t meant to pause; they’re meant to move. But if flow velocity drops even slightly below the critical limit, heavier particles start settling. This can cause:
- Buildup along pipe bottoms, especially in large-diameter or flat-gradient lines
- Flow surges and inconsistent discharge
- Full blockages that often require shutdown and manual removal
System design matters here; pipe diameter, slope, and surface finish all influence how easily particles keep moving. Real-time velocity monitoring is crucial in high-density slurries.
3. Inconsistent Slurry Properties
Slurries are rarely consistent. From one batch to the next, key parameters may shift based on temperature, raw material quality, or stage of the production process:
- Solids concentration may spike without warning
- Viscosity can increase as the mixture cools or thickens
- Particle size distribution may change with upstream processing
These fluctuations make it harder to maintain pump efficiency. Motors that aren’t sized for worst-case loads run hot, draw excess power, or fail under strain. Some facilities now rely on VFDs, inline viscosity sensors, or density meters to dynamically adjust pump operation.
4. Clogging and Seal Failures
Pump seals are often the first point of failure in slurry systems. Abrasive or sticky particles can slip into tight gaps, where they:
- Grind down seal faces and elastomers
- Causes internal leakage and pressure loss
- Lead to dry running and motor overheating
Even well-selected seals won’t last without active protection. That’s why seal flushing systems like API Plan 32 are often used in aggressive slurry services. Regular inspections are key to preventing unnoticed damage.
5. Cavitation and Air Entrainment
Poor suction conditions, especially during tank draining, startup, or valve fluctuations, often introduce air into the system. This causes:
- Vapor bubbles to collapse violently (cavitation)
- Loud rattling or vibration during operation
- Pitting on impellers and a rapid drop in pump life
Cavitation damage isn’t always visible at first, but once it starts, it spreads fast. If pump vibration increases or output drops, suction issues should be the first thing investigated.
6. Chemical Corrosion and Temperature Stress
In fertilizer or chemical plants, slurries may contain acids, alkalis, or reactive byproducts. If pump materials aren’t compatible, even trace amounts can cause:
- Corrosion of casings and internal channels
- Damage to sealing faces and wear rings
- Material fatigue during seasonal temperature changes
Material selection must go beyond strength; it must match the exact slurry chemistry. In acidic conditions, materials like cast iron corrode quickly, while rubber-lined pumps or alloys like Hastelloy perform better.
These aren’t theoretical issues; they show up in your maintenance logs and OPEX reports. When pumps are selected using clean-water assumptions, the result is:
- Frequent unplanned shutdowns
- Surging energy bills from oversized or strained motors
- Chronic seal failures and shortened equipment lifespan
- Lost production due to inconsistent flow or unexpected breakdowns
Slurry pumping isn’t just mechanical. It’s chemical, thermal, and process-sensitive which means traditional design assumptions often fall short.
Unlike clean liquids, slurries separate, settle, grind down surfaces, and change characteristics with every batch. That’s why clean-water sizing formulas rarely work. You need purpose-built designs and real-time operating data.
By now, it’s clear: slurry pumping doesn’t tolerate guesswork. A small mismatch in pump type, material, or velocity can snowball into rapid wear, seal failure, or surging power costs. And because no two slurries behave the same, even within the same plant, copy-pasting specifications is a recipe for downtime.
So how do you get it right?
The answer lies in understanding your slurry, your process, and your constraints and selecting a pump that’s designed to handle all three.
The next section breaks this down: what to look for, what to avoid, and how to ensure your next pump choice actually fits your system instead of fighting it.
How to Choose the Right Slurry Pump
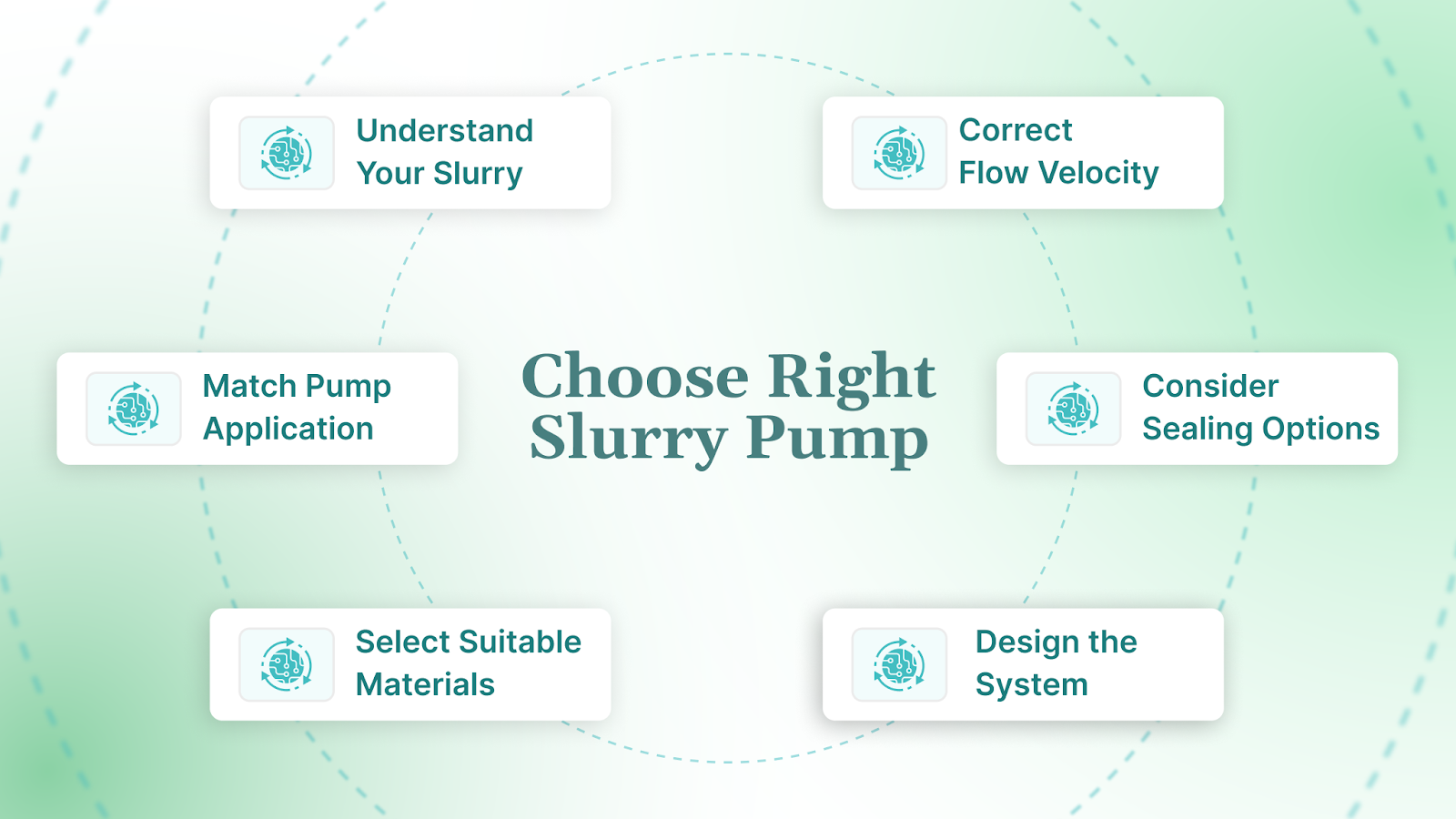
Choosing the right slurry pump isn’t about picking the most powerful option or the one with the biggest impeller. It’s about matching the pump to the actual behavior of the slurry, not just what’s on the datasheet.
Here’s what you need to consider if you want longer pump life, fewer breakdowns, and consistent flow.
1 Understand Your Slurry
You can’t size a pump without knowing what’s inside the fluid. And “phosphate slurry” or “sugar magma” isn’t enough.
You need actual values for:
- Solids concentration (% by weight or volume): Higher solids increase viscosity, wear, and energy requirements.
- Particle size and shape: Rounded particles flow more easily; angular ones grind down internals.
- Specific gravity: Heavier slurries need more power and stronger casing materials.
- Chemical makeup: Even small amounts of acid, alkali, or solvent can rule out standard materials like cast iron.
Without this data, you’re designing blind.
2 Get the Flow Velocity Right, Too Low or Too High, Both Hurt
Velocity is everything in slurry systems. If it’s too slow, solids settle. Too fast, and the pump erodes itself from the inside.
- Minimum flow velocity must exceed the critical settling velocity, often 1.5–2.0 m/s for typical slurries.
- Maximum velocity should not exceed the erosion limit of internal materials, especially for high-chrome or rubber-lined systems.
The right pump balances flow and wear, not just flow and pressure.
3 Match the Pump Type to the Application
Different slurry types need different pump designs. There’s no one-size-fits-all:
- Centrifugal pumps are the most common ideal for continuous flow, moderate concentrations, and easy-to-handle slurries.
- Horizontal split-case designs are better for easy maintenance and high flow rates.
- Vertical sump pumps work well when space is limited or suction lift is required (e.g., under tanks).
- Submersible slurry pumps suit highly abrasive or corrosive pits but require reliable sealing systems.
If you’re handling batch-based or seasonal flows, consider how easily the pump can be started, stopped, and cleaned between runs.
4 Pay Attention to Sealing and Flushing Options
Most slurry pump failures begin at the seal. If your seal plan isn’t right, it won’t matter how good the rest of the pump is.
Options include:
- Gland packing (basic but high-maintenance)
- Mechanical seals (low-leakage, better for corrosive slurries)
- Seal-less designs like magnetic drives (for very hazardous fluids)
In all cases, ensure adequate flushing to remove solids from the seal area, especially in sticky or abrasive slurries.
5 Select the Right Materials, Strength Isn’t Enough
Choosing materials isn’t just about “how tough” they are. You also need to consider chemical compatibility and erosion resistance:
- High-chrome alloys: Great for abrasion but poor with acids.
- Rubber-lined casings: Handle fine solids well, but not sharp or hot particles.
- Stainless steel or duplex alloys: Better in corrosive or chemically active environments.
For some complex slurries, composite materials or speciality coatings might be the only long-term solution.
6 Think Beyond the Pump, Design the System
Even a well-chosen pump will fail in a poorly designed system. Think about:
- Pipe routing: Avoid sharp bends, flat slopes, and dead zones where solids collect.
- Instrumentation: Use flow meters, pressure sensors, and vibration monitors to catch problems early.
- Ease of maintenance: Can your team access wear parts easily? Can the pump be disassembled without pulling the entire line?
The goal is to build a system that protects the pump, not one where the pump constantly fights bad design.
A good match means smoother performance, longer life, and lower operating costs, and that starts with understanding your slurry, not just your flow rate.
Pro Tips for Running a Slurry System Efficiently
Once your slurry pump is installed and calibrated, the real work begins. To keep it running efficiently without constant breakdowns or creeping maintenance costs takes proactive habits, good data, and a few smart upgrades.
Most breakdowns don’t come from bad pumps. They come from small oversights: a drop in velocity here, a misaligned seal flush there, a batch that’s slightly denser than the last. And while these issues may not trip alarms immediately, they slowly grind away at performance and budget.
Here’s how you keep things smooth, safe, and stable.
Monitor Flow Parameters Beyond Pressure Alone
In slurry systems, what you don’t measure ends up costing the most.
- Install inline velocity meters, not just pressure gauges. Pressure may look fine even if solids are already settling.
- Use non-intrusive flow sensors in abrasive slurries to avoid early wear on instrumentation.
- Consider density or solids concentration monitoring if your slurry properties change batch to batch, especially in fertilizer or chemical plants.
Integrate Adaptive Control Systems for Variable Slurry Conditions
Standard automation targets energy efficiency, but slurry systems need automation that responds to process changes.
- VFDs help adjust flow rate as slurry density or viscosity changes, avoiding both underflow and overspeed.
- Smart pump controllers can ramp speed or torque based on load, preventing stalls or seal strain.
- Pair with real-time alarms when thresholds are crossed, not just system shutdowns.
Align Maintenance Schedules with Wear-Driven Data
Forget calendar-based servicing. In slurry operations, failure points are predictable and avoidable.
- Track which components wear fastest under your specific conditions: impellers, liners, bearings, or seals.
- Create wear-based inspection intervals, not just fixed weeks or hours.
- Log every intervention; it builds a failure map that improves future pump selection and spares planning.
Optimize Piping Geometry to Minimize Erosion and Settling
It’s tempting to focus on the pump and ignore what’s upstream and downstream. But your piping system either protects the pump or sabotages it.
- Eliminate horizontal dead legs, where solids settle unnoticed until a blockage forms.
- Use gradual elbows over sharp bends, especially with coarse particles.
- Design with self-cleaning velocity in mind, not just for liquid, but for the heaviest expected slurry.
Account for Batch-Driven Variability in Slurry Behavior
Slurry systems in sugar, chemical, or fertilizer plants rarely operate at a steady state. What runs smoothly at 10 AM may bog down by 4 PM.
- Account for thermal expansion, crystallization, or pH shifts over a production cycle.
- Log batch-wise variations to avoid sizing your system to an average that never actually exists.
- If your line handles multiple slurry types, you may need interchangeable components, not one-size-fits-all.
Keeping a slurry system efficient is a game of observation and adaptation. And while every plant faces unique challenges, one thing is constant: the need for equipment that’s built with slurry realities in mind, not just standard pump catalogs.
That’s exactly where Chemitek comes in.
Chemitek’s slurry handling solutions are tailored for industries where flow consistency, material resistance, and maintainability are non-negotiable.
How Chemitek Solves Common Slurry Pumping Problems
If there’s one takeaway so far, it’s this: slurry pumping performance is directly tied to how well your system is matched to your slurry, and no two plants operate under the same conditions. That’s where Chemitek stands apart.
Why Chemitek?
Chemitek doesn’t sell off-the-shelf pumps. We specialize in engineering application-specific solutions based on in-depth process understanding, real operating data, and field realities.
Whether you’re dealing with crystal-laden massecuite in sugar refining or abrasive phosphatic slurries in fertilizer units, our systems are designed to last longer, handle variability, and reduce lifecycle costs.
What Chemitek Offers
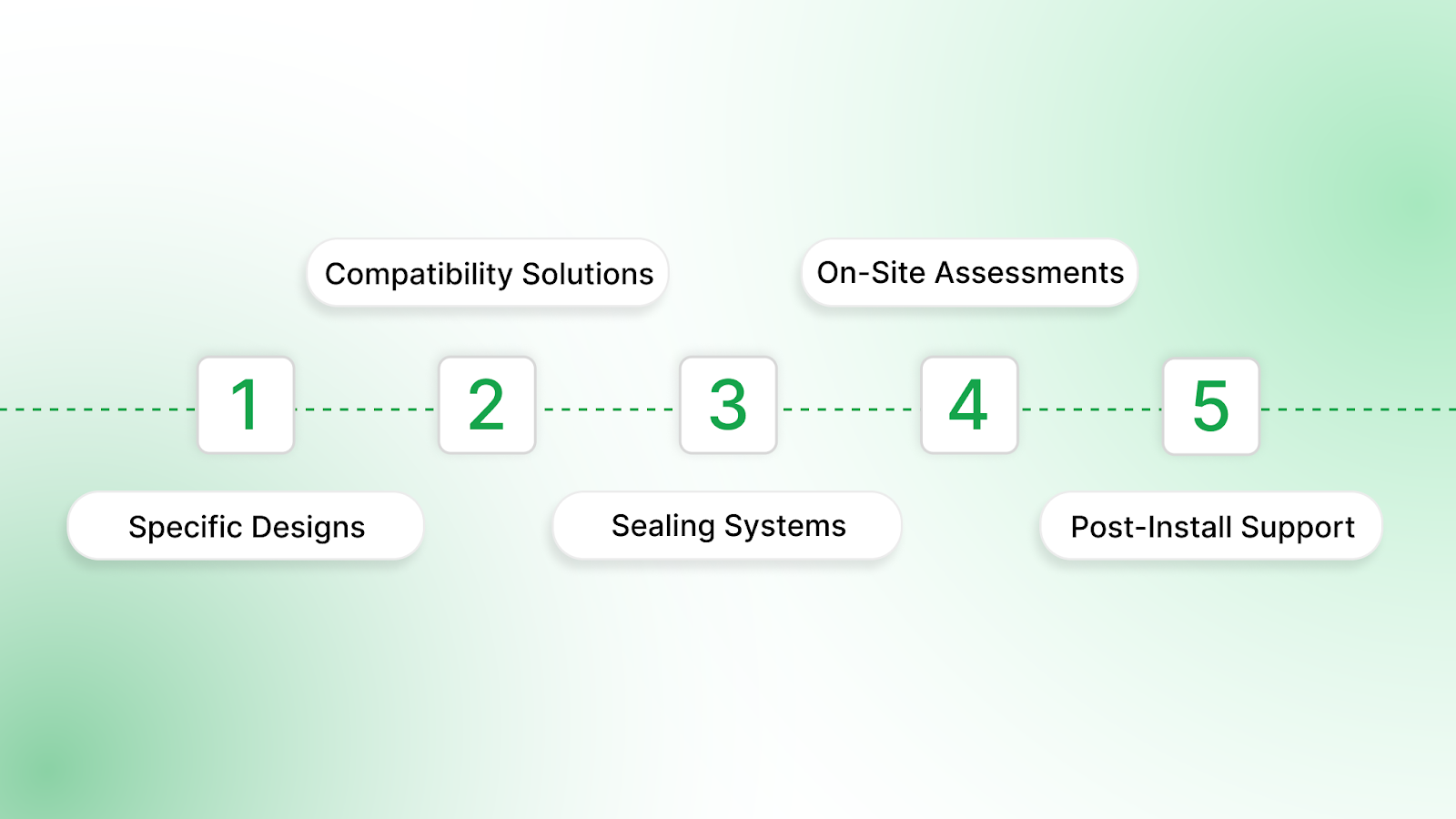
- Industry-Specific Designs
Our pump configurations are built for high-performance in demanding environments like:- Massecuite and magma transfer in sugar mills
- Corrosive slurries in chemical reactors
- High-density phosphate or potash streams in fertilizer production
- Material Compatibility and Wear Solutions
We offer pumps lined with high-chrome, rubber, or polymer composites, depending on slurry chemistry and abrasion risk. That means you don’t just get a tough pump, you get the right tough pump. - Advanced Sealing and Flushing Systems
Seal failures are the #1 cause of slurry pump downtime. We configure pumps with the right sealing systems, gland packing, mechanical seals, or seal-less setups with tailored flushing options to protect against particle intrusion and dry running. - On-Site Assessments and Custom Recommendations
Instead of quoting specs from a catalog, we work with your maintenance and process teams to assess real operating conditions. The result? A pump that fits into your system, rather than forcing your system to adapt. - Support That Doesn’t Stop at Installation
From commissioning assistance to wear tracking and predictive maintenance support, Chemitek offers a long-term reliability approach, not just a sale.
If your slurry system feels like a constant compromise between too much wear, not enough reliability, Chemitek helps you change that. From optimizing what you have to designing better from scratch, we engineer systems that work with your reality.
Final Thoughts
Slurry pumping isn’t just the movement of solids in liquid; it’s a balancing act between flow, wear, and system design. From sugar crystals to phosphate slurries to corrosive chemical residues, every slurry behaves differently. That’s what makes this job so complex and why standard pumping logic rarely applies.
The pumps that last aren’t always the biggest or most expensive. They’re the ones selected and sized for the actual slurry, the real process conditions, and the operational realities on the ground.
If you’re tired of treating the symptoms, leaks, failures, and energy spikes instead of the root cause, it might be time to start over with a smarter foundation.
Chemitek can help. Whether you need a wear audit or a complete system overhaul, we bring process insight, material expertise, and long-term reliability to every slurry challenge.
Book your free technical consultation with Chemitek today. Let's build a slurry system that performs and lasts.
FAQs on Slurry Pumping
1. What’s the biggest mistake plants make when selecting a slurry pump?
Assuming slurry pumps behave like clean liquid pumps. Many plant-sized pumps are based on water flow assumptions, ignoring slurry-specific factors like solids concentration, particle shape, and chemical properties. This leads to premature wear, energy waste, and seal failures.
2. How often should slurry pumps be inspected or serviced?
There’s no universal interval it depends on duty severity, slurry abrasiveness, and how well the system was designed. Some high-wear systems need weekly checks, while others can go months. Maintenance should be based on wear trends, not calendar dates.
3. Why do seals fail so frequently in slurry pumps?
Slurry particles can easily enter seal areas and grind down sealing surfaces, especially if flushing is inadequate. Choosing the wrong seal type or skipping flushing plans entirely is one of the top causes of failure.
4. Can I use one pump for multiple slurry types?
Only if the slurries are similar in behavior. Otherwise, mismatched conditions (e.g., different viscosities or corrosive properties) can damage the pump. Modular designs or dedicated lines are usually more reliable when handling varied slurries.
5. What’s the best way to reduce energy costs in slurry pumping?
Start with right-sizing. Oversized pumps waste energy and damage internals. Then add VFDs to optimize performance based on real-time slurry behavior. Lastly, review piping layout, as friction and settling zones often drive up energy use.
6. How can Chemitek help if I already have pumps installed?
Chemitek doesn’t just sell pumps; we diagnose system-level problems. Our team can audit your existing setup, identify why performance is dropping, and recommend upgrades or retrofits (not just replacements) that reduce wear and increase uptime.

Latest posts
Ready to Upgrade Your Process Operations?