In chemical processing, corrosion isn’t just a risk, it’s a constant variable. Pumps operate in environments where acids eat through steel, solvents degrade seals, and oxidizers weaken metal structures from the inside out. And when the material doesn’t hold up, it’s not just the pump that fails; it’s production timelines, safety margins, and often, compliance.
That’s why material selection is not a secondary design step. It’s where reliability starts.
This guide breaks down the most corrosion-resistant materials used in chemical pumps from stainless steel to engineered thermoplastics, and shows you where each material performs best. Whether you’re pumping hydrochloric acid in a plating line or handling chlorinated solvents in a recovery unit, we’ll help you match the right material to the right challenge.
Because in high-corrosion environments, the wrong choice isn’t a setback; it’s a shutdown.
Key Takeaways
- Corrosive chemicals, temperature extremes, and mechanical stress can quickly degrade the wrong material, leading to early failure and costly downtime.
- 316L, Hastelloy, PTFE, PVDF, titanium, and polypropylene each have specific strengths and limitations based on the chemical type, concentration, and operating conditions.
- Factors like cleaning agents, flow velocity, weld quality, and even trace impurities can accelerate corrosion even with compatible materials.
- Mismatched materials lead to warped casings, pitting corrosion, erosion, leaks, shutdowns, and increased maintenance cycles.
- Work with experts like Chemitek to match your pump material to your exact process, saving time, cost, and compliance headaches.
Why Corrosion Resistance Matters in Chemical Pump Materials

Chemical pumps are exposed to some of the most aggressive substances in industrial operations. From sulfuric acid and sodium hypochlorite to chlorinated solvents and caustic cleaners, these chemicals don’t just move through the system they attack it. If the pump’s internal materials can’t withstand the chemical load, corrosion sets in quickly and silently.
The consequences?
- Metal loss that weakens structural components
- Seal degradation that leads to leaks or hazardous spills
- Cross-contamination that compromises product purity
- And in the worst cases, unplanned shutdowns that bring entire lines to a halt
These aren’t theoretical risks. They’re common outcomes when corrosion resistance in chemical pumps is underestimated or when material choice is based on availability rather than chemical compatibility.
That’s why understanding the importance of chemical compatibility is non-negotiable. Selecting a pump made from a material that resists your specific chemical media is the first and arguably most important step in ensuring long-term process reliability. Even a high-end pump will fail prematurely if the material isn’t a match for the job.
Corrosion may begin at the microscopic level, but its impact is anything but small.
What Makes a Material Corrosion-Resistant?
Corrosion resistance isn’t just about a material’s ability to “hold up.” It’s a combination of chemical, thermal, and mechanical resilience, all working together to ensure the pump doesn’t degrade under stress.
In chemical pumps, the most common corrosion types include:
- Pitting corrosion: localized attack forming small cavities, especially in chlorides
- Crevice corrosion: occurs in tight spots like seals or threads where fluid stagnates
- Stress corrosion cracking (SCC): happens when tensile stress meets a corrosive environment, leading to sudden failure
To resist these, materials rely on different mechanisms:
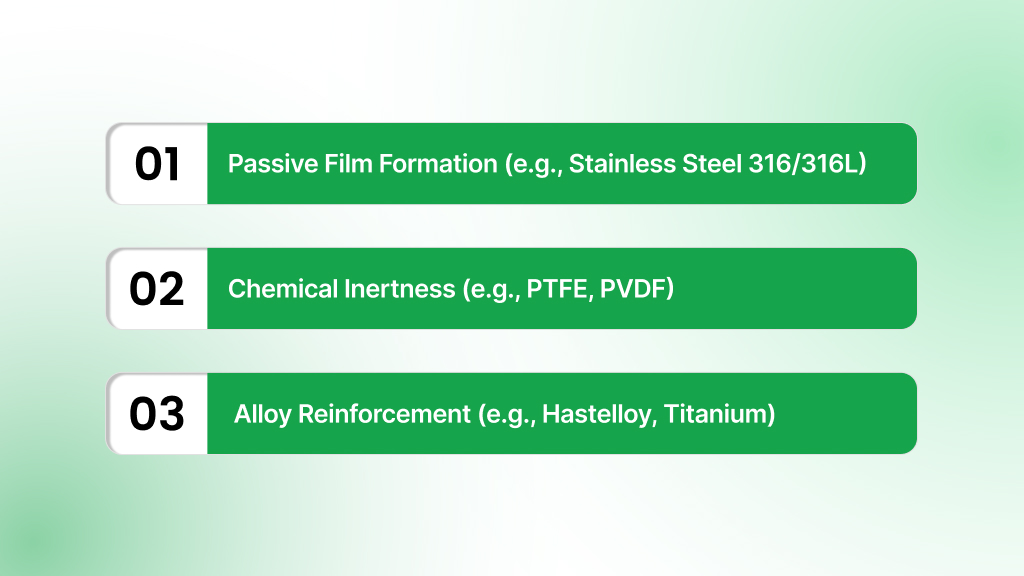
1. Passive Film Formation (e.g., Stainless Steel 316/316L)
Stainless steel resists corrosion through a thin layer of chromium oxide that forms naturally on its surface. This passive film protects the metal underneath, but it can break down in environments with high chlorides or low oxygen, making it vulnerable to pitting and SCC.
2. Chemical Inertness (e.g., PTFE, PVDF)
Some materials, especially fluoropolymers like PTFE, are chemically inert. They don’t react with acids or solvents at all, making them excellent choices for highly corrosive environments. However, their mechanical strength and wear resistance are lower, which can lead to pump material degradation if solids or abrasive fluids are involved.
3. Alloy Reinforcement (e.g., Hastelloy, Titanium)
High-performance alloys like Hastelloy C-276 or Titanium resist corrosion through careful metal composition. These materials are engineered to perform in extremely aggressive conditions, resisting not just acids, but also oxidizing agents and high temperatures. They’re ideal when chemical pump corrosion causes are both chemical and thermal.
Choosing the right material means understanding how the pump will be used and what kind of stress it will encounter chemically, thermally, and mechanically. Corrosion resistance isn’t a one-size-fits-all trait. It’s the result of deliberate selection based on operating conditions.
Comparison: Best Materials for Corrosion-Resistant Chemical Pumps
Selecting the right pump material isn’t just about picking what’s “strong”; it’s about matching chemical resistance, mechanical durability, and cost-efficiency to your specific application. Here’s a breakdown of the most commonly used corrosion-resistant materials in chemical pumps and where they shine or struggle.
316 & 316L Stainless Steel

A popular and cost-effective choice, 316/316L stainless steel resists many mild chemicals due to its chromium-nickel-molybdenum composition. The low-carbon version (316L) offers better weldability and resistance to intergranular corrosion.
Strengths:
- Good general corrosion resistance
- Readily available and affordable
- Suitable for food-grade and pharmaceutical applications
Limitations:
- Vulnerable to pitting and stress corrosion cracking in chloride-rich environments
- Not ideal for strong acids or oxidizers
Best for:
Water treatment, mild acidic solutions, cleaning agents, glycol, and light solvents
Hastelloy (C-22, C-276)

A high-performance nickel-molybdenum-chromium alloy designed for extreme environments. Known for broad-spectrum chemical resistance, especially against oxidizers and strong acids.
Strengths:
- Outstanding resistance to pitting, crevice, and stress corrosion
- Performs in both oxidizing and reducing chemical environments
- Long service life in aggressive conditions
Limitations:
- High cost
- Less machinable than standard metals
Best for:
Hydrochloric acid, sulfuric acid, bleach (sodium hypochlorite), and mixed chemical streams in chemical manufacturing
Titanium
Known for forming a stable oxide layer that resists corrosion from strong oxidizing agents, titanium is a lightweight, strong, and durable choice, especially for high-chloride or high-temperature applications.
Strengths:
- Excellent corrosion resistance in seawater, chlorides, and nitric acid
- High strength-to-weight ratio
- Biocompatible and inert
Limitations:
- Very expensive
- Can become brittle under certain stress conditions
Best for:
Chlorine-based chemicals, nitric acid, seawater handling, high-purity chemical applications
PVDF (Kynar)

A semi-crystalline thermoplastic with high purity and better mechanical strength than PTFE. Often used in transfer and dosing pumps.
Strengths:
- High resistance to halogens and strong acids
- Better structural integrity than PTFE
- Thermally stable and abrasion-resistant
Limitations:
- Lower chemical resistance than PTFE in some cases
- Brittle at very low temperatures
Best for:
Chlorine, bromine, concentrated acids, high-purity processes
Polypropylene

A lightweight, low-cost thermoplastic ideal for mild-to-moderate corrosive conditions. Polypropylene pumps are widely used in industries where chemical compatibility and affordability need to balance out.
Strengths:
- Excellent resistance to many acids and bases
- Affordable and easy to mold
- Lightweight and corrosion-proof
Limitations:
- Not suitable for strong oxidizers
- Degrades with high temperatures or UV exposure
Best for:
Electroplating, fertilizer dosing, wastewater treatment, mild acid handling
Let’s make material selection easier. Use this quick comparison table to evaluate corrosion resistance, temperature tolerance, and cost across the most widely used chemical pump materials.
Quick Comparison Table
While this table gives a high-level overview, real-world conditions often require deeper consideration. In the next section, we’ll help you map these materials to specific chemicals and industries to guide practical, fit-for-purpose decisions.
Material Selection Matrix: Best Fit by Chemical Type and Industry Use
Once you understand each material’s strengths, the next step is applying that knowledge to real-world operating environments. The goal isn’t just corrosion resistance — it’s choosing a material that performs reliably under your exact chemical load, industry conditions, and pump type.
To simplify that decision, here’s a quick matrix matching corrosion-resistant materials to chemical types, industries, and pump applications.
Material Fitment Matrix
How to Use This Table
If you’re handling sulfuric acid, for instance, Hastelloy or PTFE may offer the best corrosion resistance, depending on the acid concentration and temperature. On the other hand, if you’re in water treatment, 316L stainless steel may offer a more cost-effective, compatible solution for mild pH levels.
If you’re selecting a chemical transfer pump material for a mixed-stream process, PVDF or Titanium could offer the right balance between resistance and purity.
This matrix isn’t a replacement for a full compatibility check, but it provides a reliable starting point based on industry norms and material performance.
Factors That Affect Corrosion Resistance Beyond Material Type
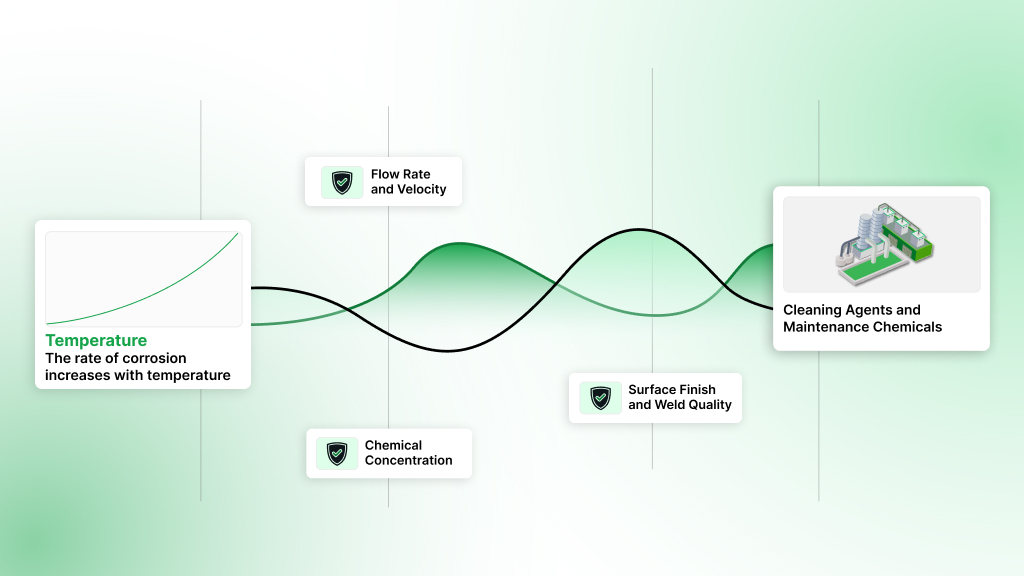
Choosing the right material is only the first layer of protection. In practice, corrosion resistance is influenced by a range of operating conditions that can either support or undermine your material’s performance, often in ways that aren’t immediately visible.
1. Temperature
The rate of corrosion increases exponentially with temperature for many chemical reactions. A material that resists a certain acid at room temperature may degrade quickly under elevated process conditions.
For example, PTFE performs well at moderate temperatures but softens near its upper limit, while even stainless steel can fail in hot chloride environments. Always factor in how temperature affects pump corrosion not just in steady-state, but during cleaning cycles or thermal fluctuations.
2. Flow Rate and Velocity
High flow rates can lead to erosion-corrosion, especially in materials like PTFE or polypropylene that have lower mechanical strength. Conversely, low velocities in crevices or dead zones can lead to localized attack, such as pitting or crevice corrosion.
3. Chemical Concentration
It’s not just what chemical you’re handling it’s how concentrated it is.
- Dilute sulfuric acid can be handled by polypropylene.
- Concentrated sulfuric acid? You’ll need Hastelloy or PTFE.
Even trace impurities in a stream can trigger unexpected reactions, making pump material vs operating conditions a critical design equation.
4. Surface Finish and Weld Quality
Rough or improperly finished surfaces, especially welds, can trap chemicals, causing early onset corrosion. This is especially true in pharma or high-purity applications, where even slight surface imperfections can disrupt flow and resistivity.
5. Cleaning Agents and Maintenance Chemicals
Some cleaning agents or CIP (Clean-in-Place) chemicals are more aggressive than the chemicals being pumped. A material compatible with your main process fluid might still corrode over time if exposed to oxidizers or acidic cleaners during maintenance.
Corrosion resistance isn’t just a property of the material; it’s the result of matching that material to real-world operating conditions. The safest strategy? Pair material selection with engineering oversight, a detailed process profile, and chemical compatibility data from suppliers.
Expert Tips to Choose the Right Material for Your Chemical Pump
Even with the right materials on hand, choosing the best one for your specific application requires engineering logic, not guesswork. A corrosion-resistant material that works in one setting can fail in another if even one operating condition shifts.
Ask These Questions Before You Select a Pump Material
Need a shortcut?
Speak with a technical consultant to evaluate full system compatibility, including the pump material, seals, liners, and other wetted parts. The right guidance early on can prevent expensive redesigns later.
Why Leading Manufacturers Trust Chemitek for Material Compatibility Guidance

At Chemitek, material selection isn’t treated as an afterthought; it’s embedded in how we approach every pump recommendation. Whether you’re sourcing for a large chemical process or a specialty application, our team helps you make fit-for-purpose material decisions that hold up under real-world operating conditions.
Here’s how we support you at every step:
- Technical matching of material properties with your specific chemical stream, temperature profile, and application type
- Custom chemical compatibility assessments for complex or mixed media
- Access to a wide range of corrosion-resistant pumps made from 316L, Hastelloy, Titanium, PTFE, PVDF, and Polypropylene
- Guidance tailored to demanding industries, including water treatment, pharmaceutical, agriculture, and chemical manufacturing
Request a Material Consultation
Explore Our Corrosion-Resistant Pumps
Even with the right materials available, success ultimately depends on making the right match for your specific process. This is where Chemitek adds value by helping you avoid the kind of missteps that lead to premature failure.
Because when the wrong material ends up in the wrong environment, the cost isn’t just technical, it’s operational. Let’s take a closer look at what happens when material selection goes wrong.
What Happens When You Choose the Wrong Material? (Common Pitfalls)
Corrosion doesn’t always announce itself, but its consequences are anything but subtle. In chemical pumping, using the wrong material is one of the most common reasons for premature pump failure, unexpected maintenance, and safety incidents that could’ve been avoided with better upfront decisions.
Below are real-world scenarios that highlight how material mismatch leads to performance breakdowns:
Scenario 1: Polypropylene in High-Temperature Acid Service → Warping and Deformation
Polypropylene is a cost-effective material for mild acids, but in high-temperature applications, it begins to soften and deform. When used to pump hot sulfuric or nitric acid above its thermal threshold, warping of pump casings and impellers is inevitable, leading to poor flow, leakage, and eventually, full system replacement.
Scenario 2: Stainless Steel in Chloride-Rich Environments → Pitting Corrosion
316L stainless steel is versatile, but in environments with high chloride concentrations, such as seawater or brine, it becomes highly susceptible to pitting corrosion. These localized attacks can compromise structural integrity from the inside, often going undetected until catastrophic failure occurs.
Scenario 3: PTFE Used in Abrasive Media → Surface Erosion
PTFE is chemically inert, but it has low mechanical strength. In processes involving suspended solids or abrasive slurries, PTFE linings can erode rapidly, exposing internal components and creating leakage points. This isn’t a material flaw; it’s a selection oversight.
The Cost of Getting It Wrong
Choosing the wrong material doesn’t just result in higher maintenance costs; it also:
- Increases downtime and process disruption
- Triggers unscheduled replacements that strain budgets
- Compromises safety, especially in hazardous fluid environments
- Raises the risk of environmental compliance violations
Most chemical pump maintenance issues trace back to one root cause: material incompatibility. That’s why upfront engineering support and compatibility checks aren’t optional; they’re your first defense against operational failure.
Final Thoughts: Material Selection is the First Line of Defense
When it comes to chemical pumps, performance isn’t defined by specs alone; it’s defined by how well the material holds up in your specific process conditions. Corrosive chemicals, fluctuating temperatures, and abrasive media each add a layer of complexity that the wrong material simply won’t withstand.
That’s why material selection isn’t a matter of choosing what’s available; it’s about selecting what’s appropriate, tested, and tailored to the job. The right material reduces maintenance cycles, ensures safety compliance, and protects your investment over the long haul.
If corrosion is a constant in your operation, your first priority should be designing around it, not reacting to it after failure.
Talk to a Chemitek expert before corrosion becomes a cost.
FAQs: Corrosion-Resistant Chemical Pump Materials
Q1. What is the most corrosion-resistant material for chemical pumps?
PTFE and Hastelloy offer the broadest resistance across a wide range of aggressive chemicals, but the best choice depends on the specific fluid, concentration, and temperature involved.
Q2. Can stainless steel handle sulfuric acid?
316L stainless steel can manage dilute sulfuric acid under controlled conditions, but for higher concentrations, Hastelloy or PTFE is safer and more reliable.
Q3. Is polypropylene a good material for chemical transfer pumps?
Yes, for mild acids and ambient temperature processes. It’s cost-effective but not suitable for high-temperature or high-pressure systems.
Q4. What happens if the wrong pump material is used?
Expect premature failure, leaks, potential safety hazards, and costly downtime. Material mismatch is a common cause of avoidable maintenance issues.
Q5. How do I know if a pump material is compatible with my chemical?
Use a chemical compatibility chart or consult with an expert. Material performance can vary based on concentration, pH, and even trace impurities in the chemical.

Latest posts
Best Corrosion-Resistant Materials for Chemical Pumps: A Practical Selection Guide
Ready to Upgrade Your Process Operations?