Even the most robust centrifugal pump will underperform or fail outright if it’s not engineered for the demands of its application. In industrial environments where corrosive chemicals, abrasive slurries, and high-temperature fluids are routine, success depends not just on the pump itself, but on how precisely it matches the process it supports.
In most process plants, pump failure isn’t a question of if, it’s when. The more aggressive the media or the more demanding the operating conditions, the sooner an underspecified pump begins to degrade. And when it does, the consequences go far beyond a broken seal or worn impeller:
- Downtime: Every hour offline in a continuous process line can cost lakhs in lost production.
- Safety risks: Leaks of aggressive chemicals or slurries pose exposure hazards and regulatory violations.
- Maintenance cycles: Frequent tear-downs eat into technician time, inventory budgets, and plant availability.
- MTBF drops: Mean Time Between Failures plummets when pumps aren’t matched to the fluid’s true character.
The pump isn’t the problem; the mismatch is. Material vs. media, seal vs. slurry, temperature vs. design, when these don’t align, reliability suffers. Now that we’ve seen why a mismatch is costly, let’s explore how engineers define a reliable pump fit for industrial applications.
Key Takeaways
- Centrifugal pumps serve diverse industrial applications, but performance depends on how well each pump is matched to its process conditions.
- Material and seal choices are critical: the wrong combination leads to early failure, leaks, or compliance risks, even if the pump is well-built.
- Pump configuration matters: impeller type, seal system, and maintenance access all impact uptime, efficiency, and total cost of ownership.
- Each industry brings unique demands: from acids in chemical plants to slurries in wastewater, selecting the right pump starts with understanding the process.
- Fitment, not just features, drives ROI: high-performing plants rely on engineering-led pump selection, not just catalog specs.
What Defines a Critical Process Pump Fit?
Selecting a centrifugal pump for industrial use isn’t just about moving fluid from point A to point B. It’s about ensuring long-term performance, safety, and cost-efficiency under specific and often harsh process conditions.
In sectors like chemicals, food processing, textiles, and power generation, these conditions vary widely, and so do the risks of choosing a one-size-fits-all solution.
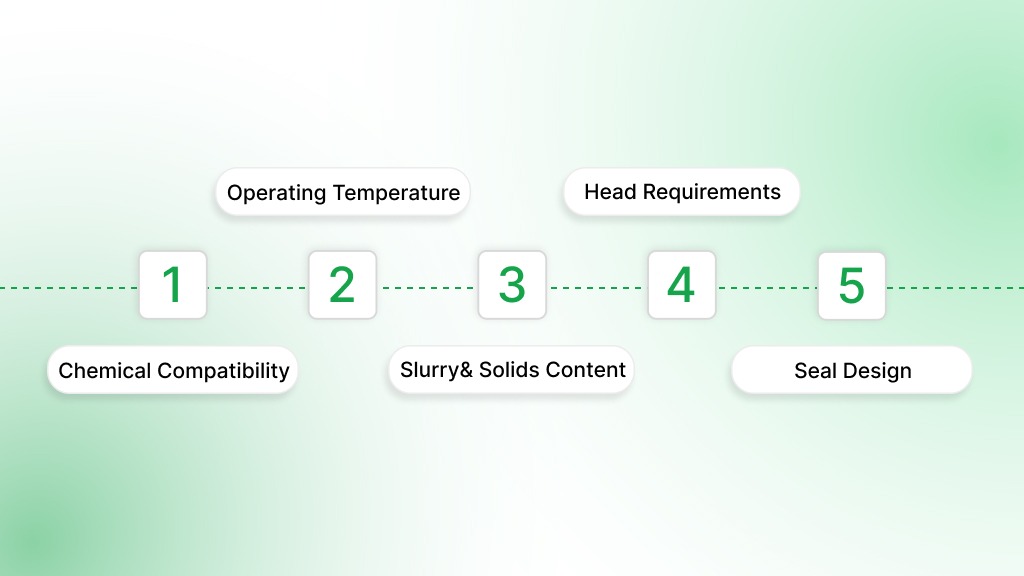
To make the right choice, engineers must consider five core criteria that determine whether a pump will perform reliably in the field, not just in the datasheet.
1. Chemical Compatibility
The chemical composition of the fluid determines everything from casing material to seal type. Misjudging this can lead to corrosion, softening, embrittlement, or rapid degradation of wetted parts.
What to assess:
- Acidity or alkalinity (pH levels)
- Presence of oxidizers, halides, or solvents
- Effects on elastomers, seal faces, and polymer casings
2. Operating Temperature and Pressure
Temperature and pressure extremes push materials to their limits. While many pumps are labeled “high temperature,” only a few can handle consistent operation at 180 °C or above, especially when combined with pressure or chemical aggression.
What to assess:
- Actual fluid temperature (not ambient)
- Thermal expansion and deformation risk
- Pressure ratings across the entire system, not just the pump outlet
3. Slurry and Solids Content
Solids in the fluid introduce mechanical wear, clogging risk, and higher torque loads. An impeller that works well in clean water may fail in a slurry-rich process fluid.
What to assess:
- % of solids by volume or weight
- Particle size and abrasiveness
- Need for open or semi-open impeller designs
- Adjustability for wear compensation
4. Flow and Head Requirements
Matching pump performance to the process curve is essential. Over-specifying wastes energy; under-specifying leads to cavitation, vibration, and premature failure.
What to assess:
- Flow rate and head range across operating conditions
- System resistance and variability
- Whether metallic or non-metallic builds can achieve the required duty points
5. Seal Design and Maintainability
Seals are often the first point of failure in aggressive applications. The right configuration can extend MTBF and reduce emergency maintenance.
What to assess:
- Fluid toxicity and vapor pressure
- Compatibility of mechanical seals vs. gland packing
- Single vs. double seal requirements
- Ease of maintenance: Can the seal or rotating assembly be serviced without disconnecting piping?
Next, we apply these five factors to real-world centrifugal pump industrial applications, showing how industry-specific conditions guide pump design, material selection, and configuration.
Centrifugal Pump Industrial Applications: Sector-Specific Fitment Insights
Centrifugal pumps are widely used across process industries, but their applications are far from generic. Each industry has distinct requirements based on the fluid’s chemistry, temperature, pressure, and physical load. Below, we explore how real-world conditions shape pump specifications and what engineers must evaluate to ensure long-term performance.
Chemical Processing
Typical Fluids: Sulfuric acid, caustic soda, nitric acid, solvents, halides
Challenges: Extreme pH, oxidizing conditions, high vapor pressure, safety-critical containment
Fitment Priorities:
- Materials: PVDF or PFA-lined polymer casings with structural reinforcement to withstand acids and solvents at up to 210 °C
- Sealing: Internal mechanical seal systems to contain toxic vapors
- Pressure Handling: Up to 25 kg/cm² operating pressure, depending on fluid and system design
Application Tip: Fluids like HCl or peracetic acid attack common elastomers. Material compatibility across casing, impeller, and seals is critical.
Textile & Dye Manufacturing
Typical Fluids: Dye liquors, bleaching agents, hot alkaline solutions
Challenges: Corrosive chemicals, variable solid content, thermal cycling
Fitment Priorities:
- Impeller Design: Semi-open impellers for handling particulate dyes and reducing clogging
- Materials: PP-H or FEP for chemical and thermal compatibility
- Maintenance: External clearance adjustment to compensate for wear without dismantling the pump
Application Tip: Textile processes often run 24/7 — so seal accessibility and solids-tolerant design can significantly improve uptime.
Food & Pharmaceutical Industries
Typical Fluids: Clean-in-place (CIP) agents, syrups, chemical cleaning agents, solvents
Challenges: Hygiene standards, temperature shifts, inert wetted surfaces, regulatory compliance
Fitment Priorities:
- Materials: Smooth, inert polymers like PFA or PVDF that resist both acids and sanitizers
- Design: Leak-proof seals and ANSI B73.1 compliance for safe handling
- Maintenance: Cleanable designs that support GMP protocols (where applicable)
Application Tip: Even if pressure and flow are moderate, compliance and cleanability often dictate the choice of seal and material.
Power, Fertilizer & Heavy Industry
Typical Fluids: Cooling water, slurries, acidic effluents, high-temp chemical blends
Challenges: Abrasive particles, thermal load, high-pressure operation
Fitment Priorities:
- Materials: Metallic builds (SS316, Hastelloy) for abrasion and pressure durability
- Sealing: Double mechanical seals in aggressive services
- Configuration: Back pull-out design for reduced downtime during maintenance
Application Tip: In high-solids environments, seal chamber designs and impeller metallurgy often make or break reliability.
Water & Wastewater Treatment
Typical Fluids: Chemical-dosed water, sludge, brine, effluent streams
Challenges: Slurry handling, variable chemical exposure, abrasion
Fitment Priorities:
- Impeller Design: Open or semi-open for up to 40% solids content
- Materials: PP-H or FEP, reinforced with metal armor in non-metallic builds
- Ease of Service: Back pull-out assemblies and externally adjustable clearances
Application Tip: Consistent solids handling and resistance to scaling agents are often more important than high flow in these applications.
How Chemitek Supports Industry-Specific Pump Selection
With over a decade of experience in fluid handling across sectors like chemicals, textiles, pharmaceuticals, and power, Chemitek has developed detailed application-fitment frameworks to help engineering teams specify the right pump for each process condition.
Rather than pushing a standard catalog, Chemitek’s technical team starts with your fluid properties, system constraints, and maintenance requirements, then matches those to the most appropriate pump material, configuration, and seal design. The result: lower downtime, safer operation, and longer service life.
Want a detailed fitment checklist for your industry fluid? Request a pump–process compatibility guide.
What Happens When Pumps Are Mismatched
In industrial settings, pump reliability isn’t just about brand or build quality; it’s about fit. A well-built centrifugal pump can still fail if it’s not matched precisely to the chemical, thermal, and mechanical demands of the process.
Common Fitment Failures and Their Consequences

1. Seal Failure and Leakage
When seals aren’t chosen for the fluid’s temperature, pressure, or chemical composition, they degrade fast. This leads to leaks, which in the case of toxic, corrosive, or volatile fluids can result in environmental exposure, safety shutdowns, and compliance violations.
2. Material Degradation
Polymer casings not rated for high temperatures can soften or deform. Metals exposed to incompatible acids or halides may corrode from the inside out. Failures often occur not at startup, but months later, after a chemical attack weakens the structure.
3. Impeller Wear or Clogging
In slurry applications, using a closed impeller or improper material leads to rapid wear, imbalance, or blockages. Even moderate solids content (15–20%) can degrade unreinforced impellers over time.
4. Thermal and Pressure Stress
Without proper structural reinforcement, polymer pumps can warp or crack under high-pressure, high-temperature operation. Meanwhile, metallic builds can fatigue if the alloy selection isn’t aligned with both chemical and mechanical loads.
5. Maintenance Bottlenecks
Pumps that lack back pull-out designs or have hard-to-reach seal chambers lead to longer downtimes and higher technician hours during routine servicing. In plants where uptime is critical, this translates directly to lost production.
Why These Failures Often Go Unnoticed, Until It’s Too Late
Most centrifugal pump failures aren’t immediate. They result from gradual mismatch stress, subtle chemical attack, creeping deformation, or accumulated seal fatigue. That’s why selecting a pump purely on flow rate, pressure, or cost often leads to long-term reliability issues.
Pump audits often reveal that failures stem from fitment mismatches, not faulty construction. Chemitek’s engineering team has encountered this repeatedly across plants in the chemical, textile, and power industries. If you want to avoid these issues, start with a compatibility assessment.
Material and Seal Selection: The Foundation of Pump Reliability
Every industrial fluid brings its own set of challenges, from high acidity and elevated temperatures to abrasive solids and vapor pressure volatility. Selecting the right pump material and seal design is central to ensuring that the pump not only performs but also endures.
A mismatch at this stage is often the root cause behind most pump failures observed downstream.
Non-Metallic vs. Metallic: Understanding the Trade-Offs
Non-Metallic Pumps
Engineered polymers such as PVDF, PFA, FEP, PP-H, and PP offer excellent corrosion resistance and thermal stability when paired correctly with the fluid’s chemistry.
Advantages:
- Outstanding resistance to aggressive acids and solvents
- Lower heat conduction (less thermal stress on seals)
- Lighter weight and easier to handle during installation
- Chemitek’s NM Series supports up to 210 °C and 25 kg/cm², with flow rates up to 1400 m³/hr
Limitations:
- Lower abrasion resistance (not ideal for heavy slurry applications without reinforcement)
- Structural deformation risk at high mechanical stress unless reinforced
Metallic Pumps
Stainless steel (SS316), Hastelloy, and other alloys remain ideal for abrasive slurries or extreme mechanical loads.
Advantages:
- Superior structural integrity under pressure and wear
- Higher resistance to mechanical fatigue
- Often preferred in high-solids or abrasive environments
Limitations:
- Require careful corrosion protection planning
- Can be heavier and more maintenance-intensive in aggressive chemical services
Sealing Systems: The Hidden Engine Behind Pump Longevity
Seal performance depends on the fluid’s toxicity, temperature, pressure, and presence of solids. Modern centrifugal pumps may support a variety of configurations:
Common Options:
- Single internal mechanical seals for compact, low-maintenance setups
- Double mechanical seals for aggressive or volatile fluid containment
- Internal seal chambers that improve pressure regulation and heat dissipation
In aggressive applications, internal seal mounting also reduces exposure to external conditions, contributing to safer, more compact assemblies.
Elastomer and Wetted Part Compatibility
The seal material is only as strong as the weakest link, and elastomers are often that link.
Selection factors include:
- Resistance to swelling, softening, or shrinkage under chemical load
- Compatibility with temperature cycling and pressure pulses
- Behavior in the presence of oxidizers or halogens
Wetted part compatibility should be evaluated across the full chemical matrix of the process, not just based on the primary fluid, to avoid long-term degradation.
Pump Configuration & Design Features: What Engineers Should Prioritize
Beyond material selection, the mechanical configuration of a centrifugal pump plays a critical role in long-term process performance. Choices around impeller type, seal housing, and serviceability can directly impact energy efficiency, maintenance frequency, and plant uptime.
Here’s what engineering and maintenance teams should look for when configuring pumps for industrial applications:
Impeller Design: Matching Flow Type to Fluid Load
Open and Semi-Open Impellers
Ideal for fluids with suspended solids, slurries, or fibrous materials. Their design allows solids to pass through more easily and offers better tolerance to wear.
- Open impellers: Simplified flow path, best for larger solid particles
- Semi-open impellers: Balance between efficiency and solids handling
Closed Impellers
Better suited for clean fluids or higher-efficiency applications where abrasion is minimal.
Back Pull-Out Design: Reducing Downtime Without Pipe Disturbance
In a back pull-out configuration, the entire rotating assembly, including impeller, shaft, and seal, can be removed without disturbing the suction and discharge piping.
Why it matters:
- Major maintenance work can be done without unbolting pipe flanges
- Reduces system downtime during seal or bearing replacement
- Especially valuable in large-scale process lines where pipe realignment causes cascading delays
Seal Chamber Configuration: Engineering for Reliability
A well-designed seal chamber improves heat dissipation, stabilizes pressure, and ensures optimal sealing conditions, especially in high-temperature or chemically aggressive services.
Best practices include:
- Internal mechanical seal systems that reduce external exposure and contamination risk
- Support for single or double seals based on process volatility
- Optimized pressure environments within the seal zone to prevent premature wear
Some configurations also allow external adjustment of impeller clearance, which helps restore performance as wear accumulates without disassembling the pump.
Customization Options That Matter
For industrial plants with diverse fluid types and operating conditions, configuration flexibility is key. High-performing pump vendors often offer tailored options beyond just flow and head parameters, such as:
- Baseplate mounting or integrated skid setups
- Shaft sleeve and bearing material choices
- Temperature and pressure monitoring port integration
- Elastomer and seal material customization for specific chemistries
These features often determine whether a pump meets process safety, maintenance accessibility, and automation readiness or requires extensive retrofitting.
Performance Metrics and Lifecycle ROI
For industrial applications, the performance of a centrifugal pump can’t be judged by nameplate specifications alone. Long-term reliability, maintenance overhead, and energy consumption are far more indicative of a good investment.
Below are the key metrics engineers should use when assessing pump options, especially for continuous or aggressive service conditions.
1. Flow Rate and Head Stability
Every application operates on a system curve. A pump must meet the required flow and head not just at one point, but consistently across its duty range. Oversized pumps waste energy; undersized ones lead to cavitation, surging, or process failures.
What to evaluate:
- Flow range across typical and peak load
- Head variation and NPSH requirements
- Pump curve alignment with process needs
2. Temperature and Pressure Tolerance
High-temperature and high-pressure applications demand materials and designs that maintain dimensional stability and sealing integrity. This is especially critical in chemical or power applications.
What to evaluate:
- Rated operating temperature and maximum allowable temperature
- Working pressure under load, not just at rest
- Whether materials (polymer or metal) deform or degrade over time
3. Solids and Slurry Handling
In processes like dye manufacture, effluent handling, or mineral processing, even moderate solids content can reduce impeller life and damage seals.
What to evaluate:
- Maximum slurry or solids capacity (% by volume or weight)
- Impeller design (open/semi-open vs closed)
- Wear tolerance and availability of clearance adjustment
4. Maintenance Downtime and Serviceability
The best pump is one that’s easy to maintain without disrupting the system. Service intervals, ease of seal replacement, and availability of spares significantly affect long-term OPEX.
What to evaluate:
- Back pull-out configuration (for easier seal and bearing access)
- Availability of standardized spares (impellers, seals, shafts)
- Frequency and ease of preventive maintenance
5. Energy Efficiency Over Time
A pump that runs continuously will consume thousands of kilowatt-hours per year. Even marginal improvements in hydraulic design or fitment efficiency can result in measurable savings.
What to evaluate:
- Hydraulic efficiency at the actual operating point
- Wear-related efficiency loss (and whether impeller clearance can be adjusted)
- Potential over-throttling due to poor system matching
Lifecycle ROI: What to Look For
An effective pump selection process should consider not only capital cost but also:
- Mean Time Between Failures (MTBF)
- Downtime cost per failure
- Annual spend on spares and service
- Energy cost across operational life
- Spare inventory footprint and part standardization
Many high-performance pumps, including those engineered with reinforced non-metallic casings and internal mechanical seals, show significantly better MTBF and lower servicing costs in corrosive and slurry-rich environments.
Compliance, Safety & Regulatory Considerations
In many industries, particularly chemicals, pharmaceuticals, food, and water treatment, pump performance isn’t just about efficiency or uptime. It’s also about compliance with process safety standards, environmental regulations, and hygiene norms.

The right pump choice can help ensure adherence to these frameworks; the wrong one can result in operational violations, fines, or worse, compromised safety.
1. ANSI / ASME B73.1 Compliance
This standard governs centrifugal pumps for the chemical process industry, covering aspects like dimensional interchangeability, sealing configurations, and mounting. Pumps built to ANSI/ASME B73.1 standards ensure compatibility with process infrastructure and maintenance procedures.
What to confirm:
- Full compliance for both metallic and non-metallic builds
- Sealing system design in line with the standard
- Dimensional consistency for easy retrofit or replacement
Pumps designed to this spec are easier to maintain and integrate into existing process layouts.
2. Sealing Systems to Prevent Emissions and Exposure
In applications involving aggressive or toxic fluids, preventing leaks is both a safety and environmental priority. Sealing systems must be chosen based on vapor pressure, fluid toxicity, and required containment.
What to evaluate:
- Use of internal mechanical seals (single or double) for aggressive or hazardous chemicals
- Compatibility of seal materials with the full chemical and thermal profile of the fluid
- Support for buffer fluids or seal chambers, where needed
Proprietary systems like internal seal chambers (e.g., Chemitek’s PolyCart™) can reduce vapor escape and improve reliability in volatile applications.
3. Material Compliance for Hygienic or Regulated Processes
In pharmaceutical and food applications, material purity, cleanability, and inertness are critical. Even small amounts of contamination or leachables can compromise batch integrity.
What to evaluate:
- Use of inert, smooth-surface polymers (e.g., PFA, PVDF)
- Ability to withstand Clean-in-Place (CIP) or Steam-in-Place (SIP) protocols
- Resistance to repeated thermal cycling and sanitizing agents
When applicable, ensure pumps support GMP or food-grade standards, especially in contact parts.
4. Environmental and Operator Safety
A leaking or degraded pump doesn’t just threaten equipment; it can put workers at risk or violate local environmental discharge regulations.
Best practices include:
- Designing for secondary containment or leak detection
- Using corrosion-resistant materials in effluent or waste handling
- Specifying pumps that can maintain performance under surge, thermal shock, or chemical incompatibility scenarios
In wastewater or effluent services, ensure that the pump’s material and impeller design prevent buildup, chemical scaling, or sludge overflow.
Compliance isn’t a box to check; it’s a direct reflection of pump reliability under real-world process conditions. Engineers should treat material compatibility, seal integrity, and design standards as core selection criteria, not afterthoughts.
Why Industry Leaders Choose Chemitek
By this stage, it’s clear that pump selection in process industries is never one-dimensional. It requires balancing chemical compatibility, thermal limits, solids handling, compliance, maintainability, and lifecycle ROI all within the unique context of each plant’s operations.
This is where Chemitek stands apart: not just as a pump manufacturer, but as a process-fit engineering partner trusted by industries across India, the Middle East, Southeast Asia, and beyond.
Built for Demanding Fluids, Not Just Data Sheets
Whether handling chlorinated solvents at 180 °C, dye liquor slurries with 30% solids, or caustic effluent streams under pressure, Chemitek pumps are engineered for real operating environments, not just ideal conditions.
- NM Series Non-Metallic Pumps
- Rated for up to 210 °C
- Handles up to 25 kg/cm² pressure
- Supports ~40% slurry content in open/semi-open impeller designs
- Available in PVDF, PFA, FEP, and PP-H with structural metal armor
- Metallic Pumps
- Designed with SS316, Hastelloy, and other exotic alloys
- Ideal for abrasive, high-wear, or high-pressure applications
- Fully ANSI/ASME B73.1 compliant
Proven Sealing Technology for Leak-Free Operation
Chemitek’s PolyCart™ internal mechanical seal system supports both single and double configurations, critical for aggressive or volatile fluids. The internal design isolates seals from environmental stress, extending life and reducing failure rates.
Designed for Maintainability and MTBF
- Back pull-out assemblies simplify maintenance without disturbing piping
- External clearance adjustment extends impeller life in slurry applications
- Standardized spare kits ensure short turnaround for repairs and replacements
Lifecycle Support That Matches the Engineering
Chemitek isn’t limited to supply. The team works alongside plant engineers throughout the pump’s lifecycle, from application analysis and material selection to commissioning and preventive maintenance.
Available services:
- On-site installation and commissioning
- Operator training and safety seminars
- Maintenance support and spare part logistics
- Fitment studies and failure audits
For Plants Where Downtime Isn’t an Option
Whether you’re upgrading aging infrastructure or planning a new process line, Chemitek provides the depth of engineering, application insight, and manufacturing capability to deliver fit-for-purpose centrifugal pump solutions.
Conclusion: Precision Engineering is the Real Differentiator
Centrifugal pumps may be one of the most common components in industrial plants — but their effectiveness depends entirely on how well they’re matched to the application. From chemical compatibility and temperature tolerance to impeller design and maintenance access, every detail matters.
This article has shown that what works in one industry or even one process line might fail in another. And those failures often aren’t immediate, but cumulative: corrosion that creeps in, seals that fatigue under thermal stress, or impellers that erode under slurry load.
That’s why industry leaders treat pump selection not as a catalog decision, but as an engineering process.
If you’re facing recurring pump failures, rising maintenance costs, or uncertainty about material compatibility, it may be time to rethink the fit, not the brand. Request a process-specific pump assessment from Chemitek.
FAQs: Centrifugal Pump Selection for Industrial Applications
1. Which material is best for highly corrosive acids like HCl or H₂SO₄?
Polymers like PVDF or PFA are typically used for strong acids due to their excellent chemical resistance. However, temperature and pressure also influence the final selection. Reinforced non-metallic builds may be necessary for high-temperature acid handling.
2. How much slurry or solids content can a centrifugal pump handle?
It depends on the impeller design and clearance. Open or semi-open impellers in some configurations can handle up to ~40% solids by volume. Material strength and seal protection are key to long-term slurry performance.
3. What are the main causes of premature pump failure in process industries?
Most failures stem from a mismatch between the pump’s materials/seals and the process fluid’s chemistry, temperature, or solid load — not from manufacturing defects. Thermal stress, corrosion, and improper seal selection are common triggers.
4. Do all centrifugal pumps meet ANSI/ASME B73.1 standards?
No. While many process pumps claim compatibility, only those built to the full dimensional and sealing standards of ANSI/ASME B73.1 can guarantee interchangeability and maintenance ease — especially for plant-wide standardization.
5. How do I calculate the total lifecycle cost of a pump?
Include not just CAPEX, but also:
- Maintenance frequency
- Spare part consumption
- Downtime impact
- Energy usage over time
Lifecycle ROI often improves with pumps that are custom-fit to the process — even if their upfront cost is higher.
6. Is internal mechanical sealing always better than external packing?
For aggressive, toxic, or high-temperature fluids, internal mechanical seals offer better containment and longer life. External packing may still be used in less critical services, but generally requires more maintenance and monitoring.
7. How often should impeller clearance be adjusted in slurry applications?
Clearance should be monitored based on process wear. Pumps with external clearance adjustment simplify this process and extend impeller life without full disassembly.

Latest posts
Industrial Applications of Centrifugal Pumps
Ready to Upgrade Your Process Operations?