The sugar production process mainly demands precision, sustainability, and reliability. This is especially true during the juice extraction, crystallization, and centrifugation stages. Centrifugal pumps are designed to handle a wide range of liquids, corrosive service, and harsh chemicals while maintaining consistent performance and efficiency.
However, some of the most common issues, like seal leaks, wear from abrasive materials, and mechanical breakdowns, disrupt overall production schedules and impact profitability.
For sugar industries, selecting pumps that provide consistent performance, minimize maintenance, and operate efficiently is the task. Here’s what you need to know before making your selection.
Key Takeaways:
- Centrifugal Pumps Are Critical for Efficiency in Sugar Production: Selecting the right pump for juice extraction, crystallization, and molasses transport ensures smooth and efficient operations, preventing costly downtime and energy waste.
- Proper Pump Design Is Key to Performance: Pumps in the sugar industry must be designed to handle abrasive slurries, corrosive chemicals, and high temperatures. Features like open impellers, back pull-out design, and corrosion-resistant materials enhance reliability and reduce maintenance needs.
- Material Selection and Customization Impact Longevity: Using the right materials like SS316L, Alloy 20, and non-metallic options ensures durability. Custom seals and precision-cast components increase pump life and reduce operational disruptions by preventing leaks and ensuring optimal flow.
- Energy Efficiency and Lifecycle Cost Are Crucial for Long-Term Savings: Investing in high-efficiency motors, Variable Frequency Drives (VFDs), and pumps designed for low-maintenance and high-flow applications can significantly reduce energy costs and extend pump lifespan, leading to substantial long-term savings.
Design and Structure of Centrifugal Pumps for the Sugar Industry
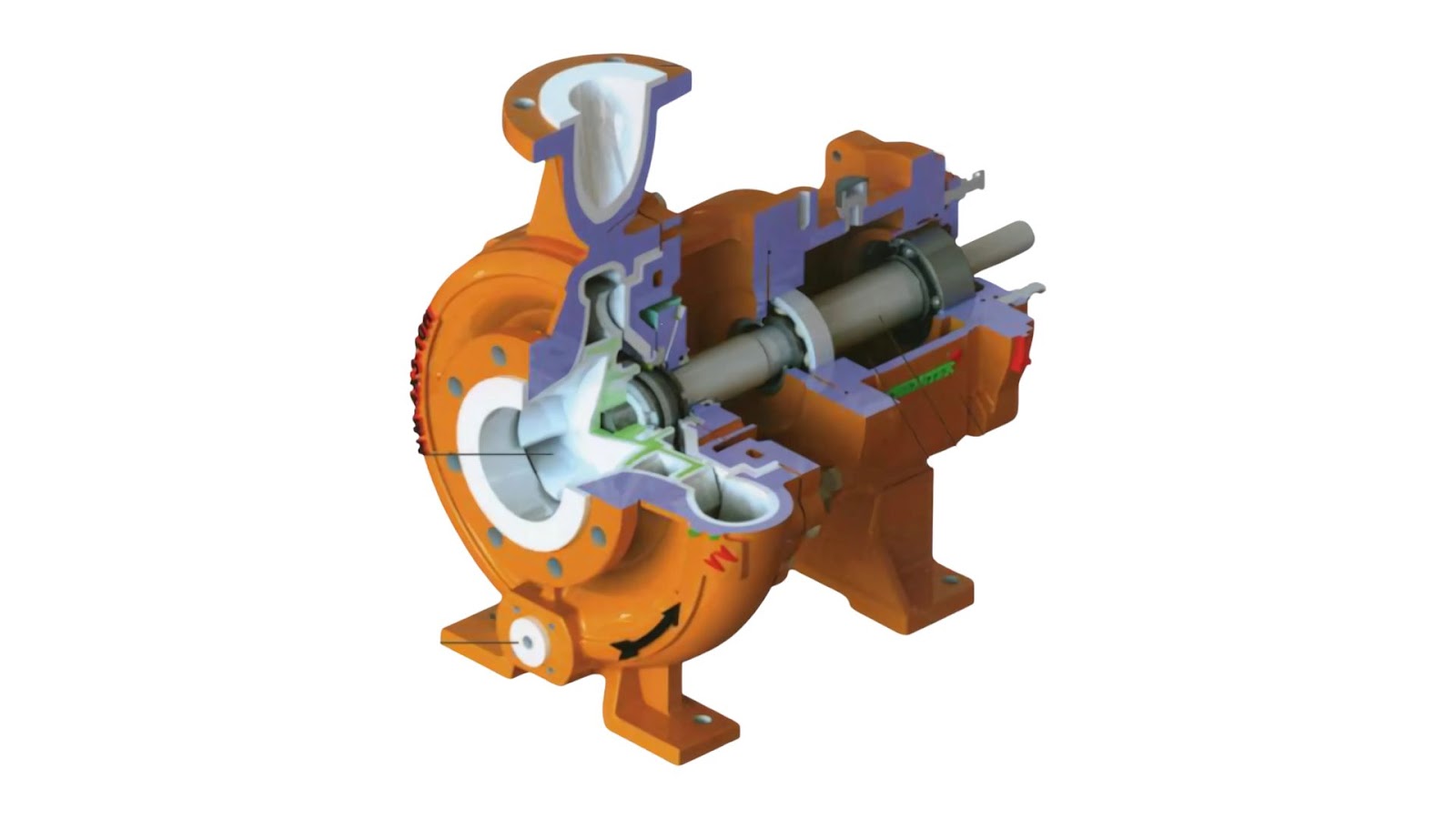
The design of centrifugal pumps should be built to meet the demanding requirements of the sugar industry. This includes:
- Fermentation
- Distillation
- DM water transfer
- Sludge and suspension handling
- Juice recirculation
- Transfer of sensitive ethanol or alcohol
- Handling of other liquids during the process
To handle these conditions, centrifugal pumps are engineered with specific design features to improve efficiency and simplify maintenance.
- Open Impeller: Open impellers help prevent blockages caused by sugar crystals and fibers from sugarcane or beets. These materials are commonly seen when transferring high volumes of raw juice from extraction to clarification units. This also allows smoother flow and prevents clogs, ensuring continuous and efficient operations.
- Back Pull-Out Design: The back pull-out design allows for easy access to pump components without disturbing the motor alignment. It enables quick inspection and replacement of bearings, shaft seals, and other internal components, reducing maintenance time and eliminating the need for motor realignment. This ensures continuous operation during peak production times.
- Corrosion-Resistant Materials (SS316L,SS304, Alloy 20, Hastelloy-C): Using corrosion-resistant materials ensures that pumps can withstand harsh chemicals and high temperatures. These materials help extend the pump's lifespan and reduce the risk of corrosion-related failures, ensuring consistent and reliable performance in the sugar industry.
- Non-Metallic Materials (PVDF, PP): Non-metallic materials provide superior chemical resistance, making them ideal for handling aggressive substances such as acidic juices. These materials improve the durability of pumps in environments that involve harsh chemicals, reducing wear and tear.
- Custom Seals and Investment-Cast Wetted Parts: Custom seals prevent leakages and improve pump efficiency, especially when handling slurries and high-solids liquids like syrup. Investment-cast wetted parts ensure precise components, offering better hydraulic performance and extended pump life, leading to fewer maintenance issues.
- Efficiency in Handling Viscous Liquids: These pumps are designed to handle viscous liquids like juice and syrup efficiently. This ensures smooth fluid transfer in processes like juice extraction and molasses transport, where consistent performance is crucial for maintaining operational efficiency.
- Steady Feed for Evaporators and Boilers: Centrifugal pumps ensure a steady flow to evaporators and boilers, which is helpful for consistent heat transfer. These pumps optimize evaporation processes, improving energy efficiency in sugar concentration and minimizing operational disruptions.
Centrifugal pumps are best used in processes like cane juice extraction or centrifugation stages, handling low-viscosity liquids with precision. They are also used for neutralizing pH during and handling waste fluids in distilleries and effluent treatment plants (ETP).
Key Equipment and Capacity Requirements in Sugar Mills
The following table summarizes the capacity requirements and features of the centrifugal equipment used in sugar mills, helping sugar industry professionals make informed decisions for their operations.
How to Select the Right Centrifugal Pump for Sugar Mills?
The sugar industry requires robust and efficient fluid handling systems for processes like juice extraction, clarification, evaporation, and chemical dosing. Centrifugal pumps are widely used due to their simplicity, efficiency, and ease of maintenance — but selecting the right pump requires careful evaluation of process-specific, fluid-specific, and operational parameters.
Below are the key technical considerations that must guide the selection process:
1. Nature of the Fluid (Process Media)
Understanding the physical and chemical characteristics of the fluid is the first and most critical step.
2. Flow Rate and Total Dynamic Head (TDH)
Accurate system calculations are essential for sizing:
- Flow Rate (Q): Measured in m³/hr or LPM. Depends on plant capacity and stage of the process.
- TDH (H): Total of static head, friction losses, and pressure requirements.
Pro Tip: Pumps should operate close to their Best Efficiency Point (BEP) to ensure long service life.
3. Pump Configuration
Choose a configuration based on maintenance, space, and performance needs:
- End Suction Pumps: Most common and economical for fluid transfer.
- Back Pull-Out Design: Enables maintenance without removing the pump from the piping.
- Close-Coupled or Frame-Mounted: Based on space constraints and motor alignment requirements.
4. Maintenance and Serviceability
Designed for easy upkeep with quick service access and readily available parts.
- Back Pull-Out Feature: Allows seal/bearing service without disturbing piping.
- Modular Design: Enables quick part replacement.
- Availability of Spares: Choose standardized models to ensure local spare availability.
5. Motor and Energy Efficiency
Energy consumption accounts for the majority of a pump’s life cycle cost:
- Use high-efficiency motors (IE2 or IE3).
- Ensure proper matching of pump and motor to avoid overloading or underperformance.
- Consider Variable Frequency Drives (VFDs) for variable flow applications.
6. Life Cycle Cost (LCC) Analysis
Don’t evaluate pumps based on initial cost alone. A comprehensive LCC includes:
- Purchase and installation cost
- Energy consumption (typically the largest cost component)
- Routine maintenance cost
- Spare part replacement frequency
- Downtime impact on production
Pro Tip: A slightly higher upfront investment in a more efficient and durable pump often results in lower total cost over 10–15 years.
These criteria are some of the specialized ways that require considering operational demands, fluid properties, and system-specific requirements.
How to Assess Pump Capacity and Select the Right Equipment for Sugar Mills
Choosing the right centrifugal pump involves matching its technical specifications to the mill's specific operational needs. Here’s how to approach pump selection:
1. Factory Size vs. Pump Type
Factory size determines the size of the mill (small, medium, or large) based on its TCD (tons crushed daily) or production volume. Based on the factory size, select the corresponding pump type to handle the required flow rates and operational conditions.
2. Flow Rate vs. Pump Selection
Flow rate requirements help industries identify the specific flow rate that the operation needs (low, medium, or high). Choose the pump that matches the flow rate range and ensures consistent performance.
3. Material Selection vs. Application Type
Application type helps industries identify the specific fluid characteristics (such as corrosive or abrasive) that the mill handles. Select the material that provides the best resistance to those specific conditions (corrosion, abrasion, etc.). This ensures longer pump life and fewer maintenance issues by choosing materials suited for specific applications.
What Factors Affect Centrifugal Pump Performance in Sugar Mills?
From impeller design to material selection, each aspect of the pump’s structure helps ensure smooth operation. However, even well-designed pumps face challenges in the real-world conditions of sugar processing. This is where the physical properties of the fluids and operational conditions can affect their performance.
- High Viscosity Liquids
- High Solids Content
- Corrosion and Erosion
- Continuous Operation and Wear
- Mechanical Seal Failures
- High Viscosity Liquids: Liquids extracted in the sugar processing resist flow, placing additional strain on centrifugal pumps and causing multiple operational issues. Inadequate pump design or improper sizing for these types of liquids can result in poor performance, energy inefficiency, and potential failure.
- High Solids Content: The presence of solid particles, such as sugar crystals and slurry, in fluids can lead to clogging or abrasion within the pump. As these solids pass through the pump, they may cause wear on the impellers and seals. This increases the maintenance needs and reduces the overall lifespan of the equipment. If not properly managed, high solids content can also disrupt fluid flow, leading to overall downtime.
- Corrosion and Erosion: Corrosive chemicals found in sugar syrup, along with the abrasive nature of molasses, accelerate wear and tear on centrifugal pumps. Over time, pumps can degrade due to corrosion and erosion, especially in the wetted parts exposed to aggressive fluids. This degradation leads to leaks, reduced efficiency, and an overall decrease in performance.
- Continuous Operation and Wear: Sugar industries typically operate around the clock, especially during peak crushing seasons. Continuous, high-pressure operation can cause mechanical fatigue in the pump components. Over time, this wear and tear can lead to breakdowns, requiring regular replacement of parts like seals, bearings, and impellers, all of which result in costs and reduced productivity.
- Mechanical Seal Failures: Pumps in the sugar industry face mechanical seal failures, which can result from exposure to high-pressure and high-temperature conditions and other abrasive materials. As these seals wear down, they lose their ability to maintain fluid containment, causing regular leaks, fluid loss, and environmental hazards.
These are just a few challenges that centrifugal pumps face in the sugar industry. The issues can vary depending on each mill’s conditions. Industries seeking centrifugal pumps are already aware of these complexities, making it crucial to invest in reliable, high-performance pumps that can consistently handle them.
What Are the Latest Technological Trends in Centrifugal Pumps?
To tackle these challenges, centrifugal pumps have evolved significantly. As the sugar industry continues to grow, some innovations not only enhance operational efficiency but also contribute to sustainability and cost-effectiveness. Below are some of the latest trends as of 2025, shaping the future of centrifugal pumps.
- Advanced Materials and Coatings: Using duplex stainless steels and super alloys like Hastelloy C for pump components enhances durability and resists corrosion, erosion, and wear. Thermally sprayed ceramic coatings and epoxy coatings protect pump surfaces, extending lifespan and reducing the frequency of replacements, leading to cost savings.
- Automation and Smart Pump Technologies: Real-time monitoring sensors (pressure, flow rate, temperature, vibration) and IoT integration help track pump performance. This enables predictive maintenance, allowing early detection of issues and reducing downtime. Automated control systems adjust pump speeds for better efficiency and energy savings during varying demands.
- Energy-Efficient Pump Designs: High-efficiency motors, Variable Frequency Drives (VFDs), and optimized impeller designs minimize energy consumption and hydraulic losses, resulting in reduced operational costs. Pumps running at necessary speeds, reducing energy consumption, preventing overloads, and enhancing overall system efficiency.
- Sustainability and Reduced Environmental Impact: Pumps are now designed with eco-friendly materials like recycled stainless steel and non-toxic polymers, aligning with global sustainability goals. These pumps reduce energy usage, lower carbon emissions, and minimize the environmental footprint throughout their lifecycle.
These innovations are transforming the way sugar mills operate, improving efficiency, reducing costs, and making operations more sustainable. However, how can these advancements benefit your sugar industry? The answer is simple: Chemitek.
Chemitek: Trusted Centrifugal Pump Solutions for Sugar Mills
Chemitek Process Equipments Pvt. Ltd., founded in 2009, is a leading manufacturer and supplier of custom-engineered centrifugal pumps designed to meet the most demanding industrial applications.
With a strong focus on application engineering, Chemitek provides centrifugal pumps across a wide range of industries, including chemical, pharmaceutical, oil and gas, steel, and even the sugar and allied industry. Chemitek's metallic and non-metallic centrifugal pumps provide energy-efficient operation, high mechanical reliability, and ease of maintenance for your mill operations.
- High-Grade Materials: Chemitek’s pumps use SS316,SS316L,SS304. Hastelloy, and Alloy 20 to handle harsh conditions, reducing frequent replacements and ensuring longer pump life in sugar mills.
- Investment Cast Components: Precision casting improves hydraulic efficiency, reducing energy consumption and boosting reliability for high-flow, high-pressure sugar mill operations.
- ANSI-Compliant Design: Chemitek pumps follow ANSI /ASME B73.1 standards and are capable of handling flows up to 1400 m³/hr in corrosive conditions. They feature an inside-mounted metal-free seal design, making them perfect for handling slurry upto 30% and corrosive media at high temperatures and pressures.
- Advanced Construction: Designed to withstand fluctuating conditions, Chemitek’s pumps ensure reliable performance during peak production, reducing the risk of unexpected breakdowns.
- Customizable Configurations: Chemitek pumps can be custom-built to meet a sugar mill’s specific flow, head, and material needs, ensuring optimal performance customized to your operations.
Conclusion
Choosing the right centrifugal pump is important for optimizing operations in the sugar industry. The importance of selecting pumps lies in ensuring that they offer durability, energy efficiency, and customization to meet the unique demands of sugar mills.
Advanced technologies and materials ensure pumps last longer, reducing maintenance and operational costs. Understanding these factors when selecting a centrifugal pump helps sugar industries to make informed decisions that enhance reliability, reduce costs, and drive long-term success.
If you are looking for the ideal centrifugal pump for your industry, Chemitek offers customized, high-performance centrifugal pumps designed to meet the specific needs. Talk to us today to learn how we can help optimize your operations and reduce costs with reliable, energy-efficient pumping solutions.
FAQs
1. What are the best maintenance practices for centrifugal pumps in sugar mills?
Effective maintenance encompasses scheduled inspections, condition monitoring, predictive maintenance utilizing IoT sensors, and ongoing training for operational staff. These practices help maintain pump efficiency, reduce downtime, and extend the equipment's lifespan.
2. How can vibration analysis improve pump reliability in sugar mills?
Vibration analysis detects early signs of pump issues like misalignments or bearing wear. By regularly monitoring vibration, potential failures can be identified and addressed before they cause major downtime, improving overall reliability.
3. What role does predictive maintenance play in centrifugal pump upkeep?
Predictive maintenance uses data from sensors to monitor pump health and predict possible failures. This allows mills to schedule repairs proactively, preventing unexpected breakdowns and optimizing maintenance schedules, leading to cost savings.
4. Why is staff training crucial for centrifugal pump maintenance?
Proper training ensures that operators can quickly identify issues, perform routine maintenance tasks, and respond to emergencies effectively. Well-trained staff help maintain safe operations, reduce downtime, and extend the life of the pumps.
5. How can energy efficiency be improved in centrifugal pumps for sugar mills?
Energy efficiency in centrifugal pumps can be improved by using high-efficiency motors, variable frequency drives (VFDs), and optimized impeller designs. These technologies adjust the pump's speed based on demand, reducing energy consumption and lowering operational costs, making the pump system more sustainable and cost-effective.

Latest posts
.png)
How to Choose the Right Centrifugal Pump for Sugar Mills?
Ready to Upgrade Your Process Operations?