In petroleum chemical processing, pumps are essential for managing fluids that are corrosive, abrasive, or highly viscous. They facilitate the safe and efficient transfer of hydrocarbons, acids, solvents, and byproducts across refineries, petrochemical plants, and chemical facilities.
Built to withstand high pressures, extreme temperatures, and harsh chemical conditions, these pumps provide both reliability and precise control over fluid flow.
A poorly selected pump can cause leaks, contamination, equipment damage, and compliance issues. On the other hand, the right pump type ensures process safety, extended equipment life, and reduced energy costs.
To make reliable choices, it is essential to review the good petroleum chemical process pump types and assess how each supports specific processing requirements.
Key Takeaways
- Good petroleum chemical process pumps are designed for handling corrosive, abrasive, and high-temperature fluids in refining and petrochemical operations.
- Choosing the right pump depends on parameters such as chemical compatibility, viscosity, flow rate, and temperature limits.
- Common petroleum chemical process pump types include centrifugal, diaphragm, magnetic drive, gear, screw, and peristaltic pumps.
- Matching pump type to the chemical and process conditions reduces risks of leaks, improves efficiency, and minimizes downtime.
- A solid grasp of petroleum chemical process pump types helps you select equipment aligned with safety, regulatory, and performance standards.
Now that you have an overview, it becomes easier to see how these pumps integrate into refining and chemical processing systems for reliable day-to-day operations.
Role of Petroleum Chemical Process Pumps in Industrial Applications
In petroleum chemical processing, pumps are responsible for moving a wide range of fluids such as hydrocarbons, solvents, acids, caustics, and byproducts across refining, petrochemical, and chemical plant operations.
Instead of handling only standard liquids, these pumps are engineered to work with corrosive, abrasive, and high-temperature fluids. They deliver precise flow control, chemical compatibility, and resistance to wear, making them critical for safe and reliable process performance. Their specialized designs help meet both production requirements and strict environmental and safety standards.
Once you see how these pumps function, it becomes clear how they support refining, chemical production, and petrochemical operations at every stage.
Uses of Petroleum Chemical Process Pumps
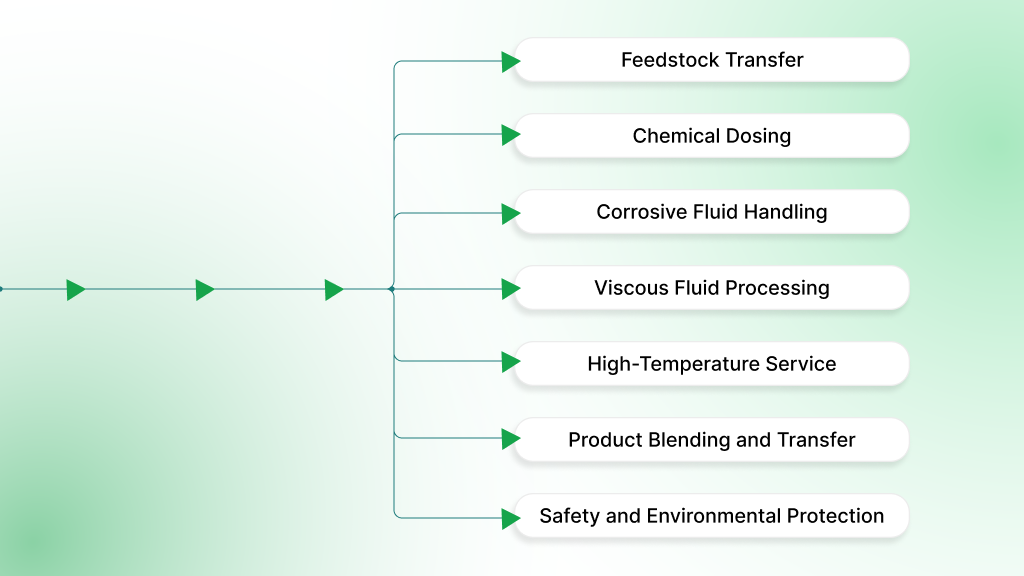
Petroleum chemical process pumps play a crucial role in ensuring smooth, safe, and reliable operations across refining, petrochemical, and chemical plants. They are designed to move fluids that are corrosive, viscous, volatile, or high-temperature while maintaining efficiency and compliance with safety standards. Key applications include:
- Feedstock Transfer: Heavy hydrocarbons, crude fractions, or solvents are moved from storage tanks to reactors and processing units.
- Chemical Dosing: Metering pumps inject catalysts, neutralizers, corrosion inhibitors, and treatment chemicals with high precision.
- Corrosive Fluid Handling: Magnetic drive and diaphragm pumps handle aggressive acids, caustics, or toxic liquids without leakage.
- Viscous Fluid Processing: Gear and screw pumps move heavy oils, polymers, or resins where stable flow is required.
- High-Temperature Service: Centrifugal pumps with special materials circulate hot oils, condensates, or high-temperature solvents in refining processes.
- Product Blending and Transfer: Pumps ensure accurate mixing and transfer of finished fuels, lubricants, and petrochemical products.
- Safety and Environmental Protection: Secondary containment designs and seal-less pumps prevent leaks, reducing risks of contamination or accidents.
To achieve consistent reliability in these applications, selecting the right petroleum chemical process pump type for the fluid characteristics and operating conditions is essential.
Main Categories of Petroleum Chemical Process Pumps
Pumps play a crucial role in petroleum chemical processes, handling tasks from bulk material transfer to precise chemical dosing and hazardous fluid management. They fall into three main categories: centrifugal, positive displacement, and specialized variants.
Here’s a breakdown of common good petroleum chemical process pump types:
Now that you have a quick overview, here’s a detailed look at each pump type and how it fits into petroleum chemical applications:
1. Centrifugal Pumps
Centrifugal pumps are widely used in petroleum chemical plants for transferring large volumes of low-to-medium viscosity fluids at moderate pressures. They operate by converting rotational energy into fluid motion using impellers.
Key Features:
Constructed with materials like SS316, duplex steel, Alloy 20, or Hastelloy for chemical resistance. Sealing options include mechanical seals or magnetic drives for leak-free performance. These pumps provide high flow rates with relatively low maintenance.
Core Construction Materials and Design Focus:
Material of Construction (MOC): Cast Steel (WCB), SS304/SS316, Alloy 20, Duplex, CD4MCU, Hastelloy-B/C, MONEL, Ni-Hard, Super/Exotic Alloys.
Centrifugal Pump Variants and Applications:
a. Submersible Centrifugal Pumps
These fully enclosed pumps are installed below fluid levels, providing reliable operation in deep tanks, sumps, or confined spaces.
Applications: Produced water handling, chemical storage tank circulation, pit drainage, and artificial lift in petroleum chemical processes.
b. Thermal Hot Oil Centrifugal Pumps
Engineered to handle high-temperature heat transfer fluids, these pumps are robust and thermally resistant.
Applications: Hot oil loops, high-temperature chemical circulation, and heat transfer in reactors or process heaters.
c. Self-Priming Centrifugal Pumps
Capable of operating without external priming, suitable for intermittent pumping or varying liquid levels.
Applications: Tank emptying, light hydrocarbon transfer, process recirculation, and sump pumping in chemical plants.
While centrifugal pumps excel at high-flow, low-viscosity transfers, applications involving high pressure, thick fluids, or precise dosing call for positive displacement pumps.
2. Positive Displacement Pumps
Positive displacement pumps are essential in petroleum chemical processes, particularly valued for their ability to handle viscous, shear-sensitive, or chemically aggressive fluids with precision.
Key Features: These pumps provide consistent flow regardless of pressure variations, making them ideal for chemical injection, multiphase fluid handling, and high-pressure operations. They are designed for durability under demanding industrial conditions.
Core Construction Materials and Design Focus
Design Focus:
- Precision metering
- Pulse-free operation (in some designs)
- Capability to handle shear-sensitive or abrasive fluids
- Minimal slip at high pressures
Positive Displacement Pump Variants and Applications:
a. Gear Pumps
Compact, robust pumps delivering pulse-free flow of viscous fluids under moderate pressure conditions.
Applications: Circulation of lubricants, fuel oils, heavy hydrocarbon transfer in terminals or process units.
b. Diaphragm Pumps
Engineered for safe handling of corrosive or hazardous chemicals with minimal maintenance.
Applications: Acid/base dosing, spent caustic transfer, offshore chemical injection, and refinery chemical handling.
c. Metering Pumps
Designed for precise fluid dosing, enabling accurate chemical injection and process control.
Applications: Additive blending, chemical injection in reactors, anti-foam dosing, and demulsifier addition in crude treatment.
d. Progressive Cavity Pumps
Helical rotor design ensures smooth transfer of viscous or shear-sensitive fluids without pulsation or product degradation.
Applications: Polymer feeding in enhanced oil recovery (EOR), sludge transfer, and crude emulsion movement in production trains.
e. Reciprocating Pumps (Piston/Plunger)
Capable of generating high pressure with strong suction, suitable for demanding chemical and petroleum processes.
Applications: Water injection into reservoirs, glycol circulation in dehydration units, chemical squeeze treatments, and hydraulic fracturing support.
f. Screw Pumps
Efficient for multiphase or high-viscosity fluids, providing non-pulsing, smooth flow even under variable inlet conditions.
Applications: Crude transfer from tank farms, multiphase wellhead flow, and offloading high-viscosity products at terminals or chemical plants.
3. Other Specialized Chemical Process Pump Variants
Beyond centrifugal and positive displacement pumps, several specialized designs serve niche roles in petroleum chemical process operations.
a. Peristaltic Pumps
Peristaltic pumps move fluids by compressing flexible tubing, providing gentle, low-shear transfer without contamination risk. They are especially effective for abrasive, corrosive, or contamination-sensitive fluids.
Applications: Chemical dosing in refining units, slurry transfer in waste treatment systems, and metering of contamination-sensitive additives in petrochemical processes.
b. Drum Pumps
Portable and lightweight, drum pumps are designed for transferring fluids directly from barrels, containers, or IBCs. They improve safety and efficiency in handling chemicals in small-scale or batch operations.
Applications: Safe transfer of solvents, reagents, acids, and caustics from storage drums to process vessels in refineries and chemical plants.
c. Chemical Pumps (Specialty)
Specialty chemical pumps are engineered for highly aggressive, corrosive, or high-temperature fluids where standard pump designs are unsuitable. They are often customized for process-specific needs.
Applications: Handling strong acids, alkalis, solvents, or hot chemicals in refining, petrochemical production, and hazardous waste treatment.
With a clear view of good petroleum chemical process pump types, the next step is identifying which option matches your fluid properties, pressure demands, and safety standards.
Selecting the Right Chemical Process Pump
Reliable fluid transfer in petroleum chemical operations depends on pumps that can handle corrosion, pressure changes, and extreme temperatures. An unsuitable choice can lead to leaks, chemical degradation, or costly downtime.
Here’s a structured guide for choosing pumps in chemical process applications.

- Fluid Compatibility: For aggressive or abrasive chemicals, select pumps built from SS316, Alloy 20, Hastelloy, PVDF, ANSI-Compliant standards or fluoroplastics to ensure durability.
- Pressure and Flow Requirements: Align pump type with process needs. Centrifugal pumps work best for high-volume transfers, while gear, screw, and metering pumps are ideal for viscous fluids or precise dosing.
- Temperature Handling: Use stainless steel pumps for cryogenic service. For hot oil or thermal transfer applications up to 350°C, opt for thermal hot oil centrifugal or other high-temperature pump designs.
- Safety and Installation Conditions: In hazardous or restricted areas, select sealless magnetic drive pumps or pumps with flameproof motors certified for ATEX/Zone 1 environments.
- Energy Efficiency: Consider energy-efficient ANSI centrifugal or process-optimized pumps to minimize power use and operating costs.
- Maintenance and Reliability: Choose pumps with rugged construction, easy-to-access parts, and reliable sealing to reduce downtime and support continuous operation.
Need dependable pumps for chemical process operations? Select the right pump by aligning materials and design with your fluid, flow, and safety requirements.Explore your options here.
Chemitek: Precision Pumps for Chemical Process Use

Chemitek Process Equipment Pvt. Ltd. has been providing specialized pumping systems for petroleum and chemical applications. Our product line includes ANSI/ASME B73.1 process pumps, API 610 centrifugal pumps, magnetic drive pumps, dosing units, thermal oil pumps, and self-priming designs engineered for corrosive and hazardous operations.
With construction materials such as SS316, Alloy 20, Hastelloy, PVDF, and fluoroplastics, they deliver strength, efficiency, and compliance with international safety and quality standards. Every model is designed using advanced CAD/CAM technology for reliability in demanding continuous services.
Get in touch with us to discuss fluid characteristics, flow range, or safety requirements. Our team will recommend the best-fit pump for consistent, long-term performance.
FAQs
1. Which pumps are most suitable for corrosive petroleum chemicals?
For highly corrosive media like acids, caustics, or solvents, magnetic drive pumps and ANSI chemical process pumps are preferred. When combined with Hastelloy, Alloy 20, or PVDF materials, they deliver leak-free performance and resist chemical attack, ensuring long operational life.
2. What options work best for high-temperature petroleum chemical processes?
Thermal oil centrifugal pumps and high-temperature process pumps are specifically engineered for fluids up to 350°C. Their advanced sealing systems and heat-resistant metallurgy ensure safe operation without breakdown under continuous thermal stress.
3. How can viscous petroleum chemicals be effectively pumped?
Gear and screw pumps are the best choice for viscous or semi-solid fluids. They provide steady flow, high suction capability, and reliable handling of fluids that would otherwise strain standard centrifugal pumps.
4. What advantages do sealless pumps provide in chemical applications?
Sealless magnetic drive pumps completely remove the risk of leakage, making them highly reliable for hazardous, toxic, or flammable chemicals. They also reduce maintenance costs by eliminating seal failures, which are the most common cause of pump downtime.
5. Why are dosing pumps important in petroleum chemical facilities?
Dosing or metering pumps allow precise injection of treatment chemicals into refining, blending, or additive processes. Their accuracy ensures correct chemical balance, prevents waste, and improves overall process efficiency and product quality.

Latest posts
Good Petroleum Chemical Process Pump Types
Ready to Upgrade Your Process Operations?