Resource Centre
Quick look at everything you need to know about Chemitek.
Life Cycle Costs Analysis for Pump Systems
Optimize pump systems by analyzing life cycle costs. Compare investments vs. lifetime value for informed buying. Learn more now!
Difference Between Inline Pump and Centrifugal Pump
Choosing between an inline pump vs centrifugal pump? Find out which suits your space, installation needs, and pressure handling. Optimize your purchase!

Diaphragm Pumps Advantages and Disadvantages Explained
Explore diaphragm pump advantages and disadvantages. Ideal for chemicals, they're self-priming, require low maintenance, and handle viscous fluids. Check now!
Efficient Centrifugal Pumps for Dairy Production
Boost efficiency in dairy processing with top centrifugal pumps! Ensure compliance, enhance energy performance, and reduce downtime. Click to optimize!
Industrial Applications of Centrifugal Pumps
Discover centrifugal pump industrial applications enhancing filtration and energy efficiency. Optimize chemical and water treatment processes. Order now!

Choosing the Best Pumps for Biopharmaceutical Processes
Find the best pumps for biopharmaceuticals. Choose based on fluid nature, sensitivity, and cost. Optimize efficiency and purity. Click to learn more!

Pump Cavitation: Causes, Symptoms and Prevention
Prevent pump cavitation with right hose sizing, regular seal checks, booster pumps, and maintenance. Increase pump life now. Order today!
Impeller Diameter Guide and Effects on Pump Performance
Optimize your pump's performance with the right impeller diameter. Understand the effects, accurate measurement methods, and practical selection tips. Consult for best results!

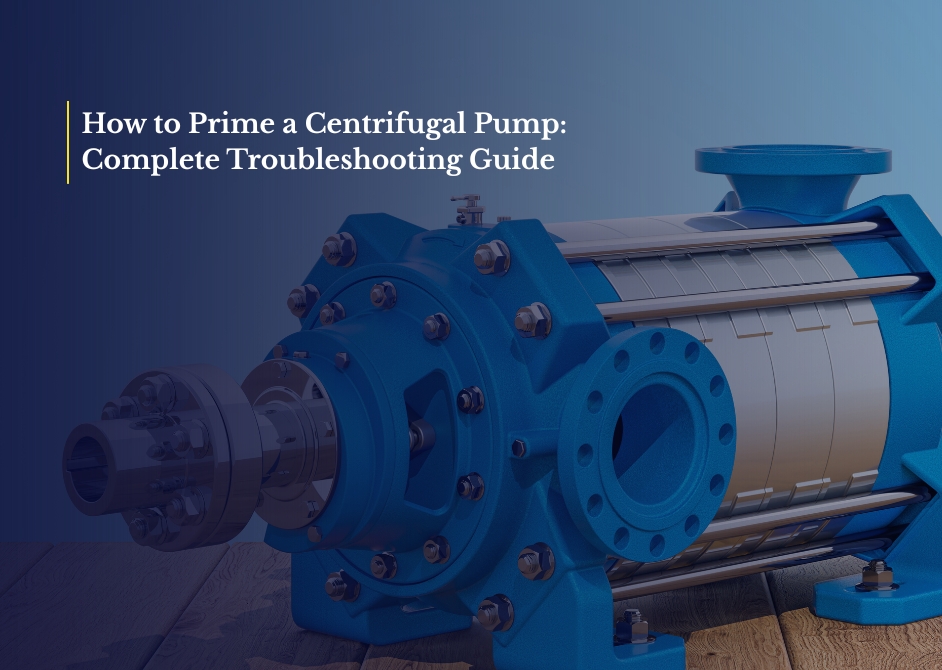
How to Make a Centrifugal Pump Self-Priming
Want to know how to make a centrifugal pump self-priming? Add a liquid reservoir, use one-way valves, and ensure material compatibility. Boost efficiency and reduce downtime now!

Types of Mechanical Seal for Pumps: A Complete Guide
Mechanical seals guide for pumps: types, materials, and failure prevention tips. See how Chemitek delivers engineered reliability for extreme conditions.

How to Avoid Cavitation in Pumps: Practical Fixes That Actually Work in the Field
Prevent pump cavitation by managing pressure, using proper pump design, and maintaining NPSHa. Discover solutions and optimize your system now.

Understanding Rotodynamic and Centrifugal Pumps Differences
Buy the best rotodynamic pump tailored to your needs. Understand centrifugal vs axials, force mechanics, and energy conversion. Click now!

Centrifugal Pump Parts and Their Functions Explained
Discover vital centrifugal pump parts, their functions, types, and maintenance tips. Ensure optimal performance. Click to purchase!

Pump Repair: Essential Tips and Troubleshooting Guide
Keep your equipment running smoothly with essential pump repairing tips. Audit performance, inspect components, tackle common failures. Get started now!
Diffuser Pumps vs. Volute Pumps: Differences Explained
Discover the differences between diffuser pumps and volute pumps, including design, working principles, advantages, and best applications for plant engineers and industry professionals.
Good Petroleum Chemical Process Pump Types
Discover good petroleum chemical process pump types including centrifugal and gear pumps. Explore ideal applications and key selection criteria. Click to learn more!

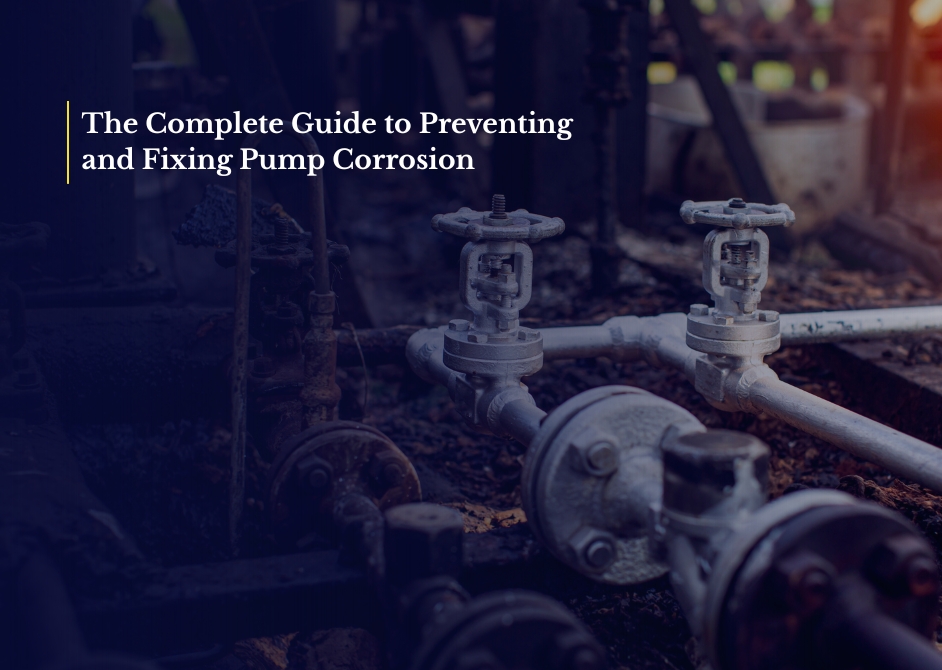
Pump Impeller Corrosion: Causes, Impacts, and Prevention Strategies
Learn what pump impeller corrosion is, its causes, and proven ways to prevent it. Extend pump life with smart material choices and modern solutions.
Complete Guide to Pump Shaft Design, Materials, and Maintenance
Learn how pump shaft design, materials, and maintenance impact reliability and efficiency. Explore best practices, common failures, and Chemitek solutions for long-lasting performance.

Parts of Water Pump That Need Maintenance: A Complete Guide
Maintain key parts of water pump for efficiency. Inspect impellers, lubricate bearings, replace seals, check motors. Extend lifespan now!
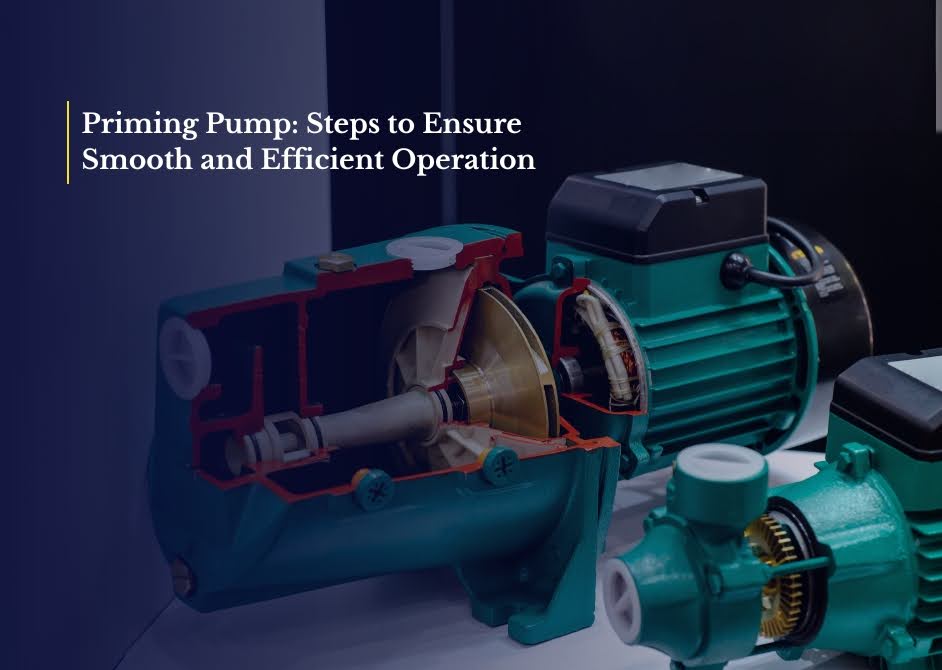
Priming Pump: Steps to Ensure Smooth and Efficient Operation
Learn these proper priming pump practices effectively to prevent downtime, protect components, maintain smooth fluid flow, and ensure reliable operation.

Guide to Centrifugal Pumps in Pharmaceutical Industry Applications
Explore centrifugal pumps in pharmaceutical industry applications, ensuring precise fluid handling, compliance with hygiene standards, and reliable operations.

A Complete Guide to Best Chemical Process Pump Selection
Learn how to choose the best chemical process pumps with guidelines on selection parameters, performance factors, and maintenance for long-term operation.

Top 10 Centrifugal Pump Manufacturers in India (2025 Guide with Industry Insights)
Discover the top 10 centrifugal pump manufacturers in India. From Kirloskar's energy-efficient pumps to Shakti's global reach, these leaders drive agriculture and industry. Click to explore India’s best manufacturers!

Guide to Application of Centrifugal Pumps in Food Industry
Explore application of centrifugal pumps in food industry for efficient fluid handling, hygiene compliance, and reliable operation across processing stages.

How to Select Pumps for Process Industries? Key Steps
Master pump selection for process industries. Assess fluid properties, evaluate pump types, prioritize energy efficiency, and boost performance. Learn more!
Comprehensive Guide To Wastewater Treatment Plant Pumps Selection
Choose the right pumps for your wastewater treatment plant. Consider flow rate, solids handling capability, and material compatibility. Ensure energy efficiency and regulatory compliance. Click to master pump selection now!
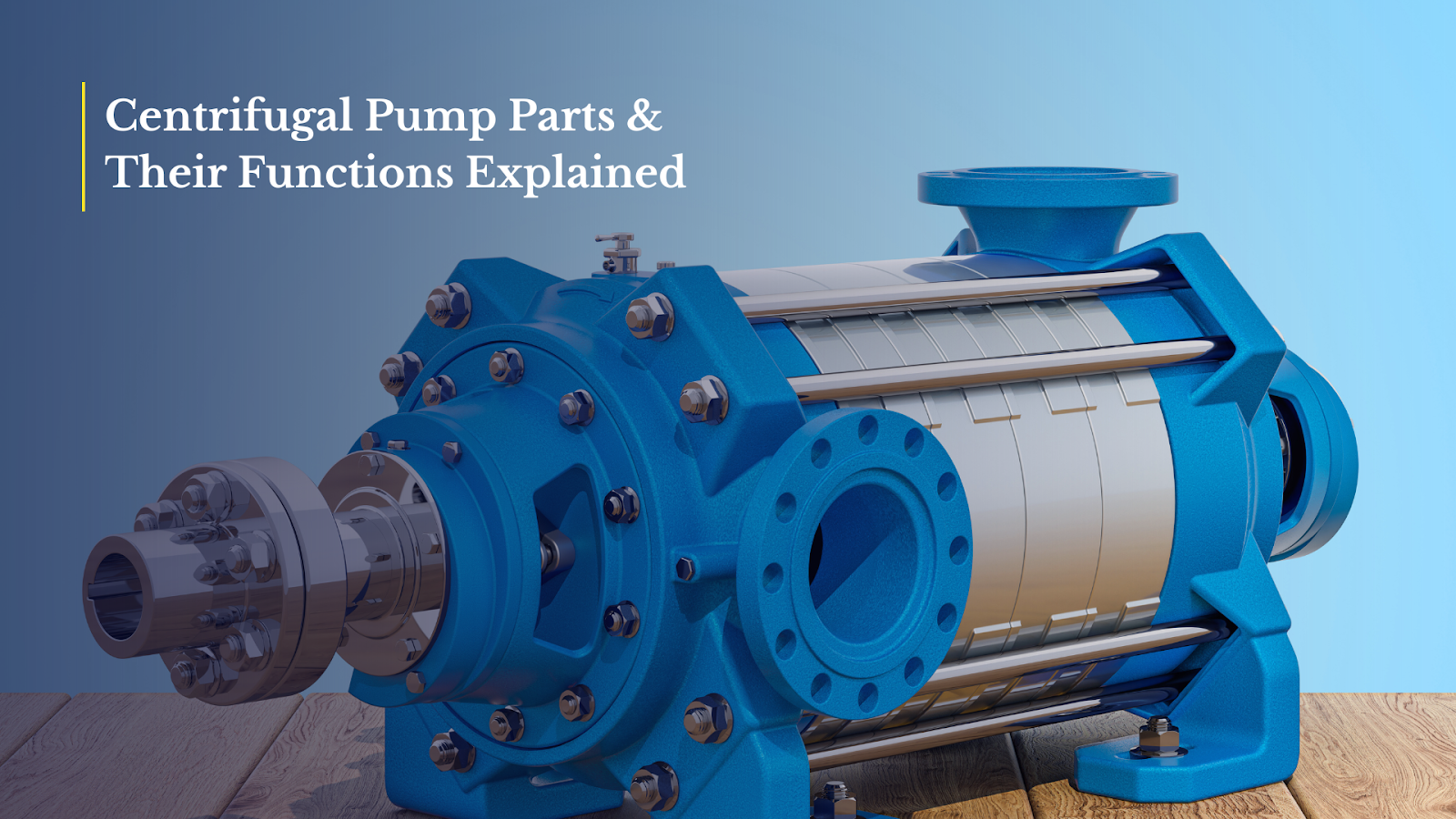
Centrifugal Pump Parts and Their Functions Explained
Impeller boosts flow, casings manage energy, and shafts support motion. Explore centrifugal pump components and enhance operational efficiency. Learn more!
Best Corrosion-Resistant Materials for Chemical Pumps: A Practical Selection Guide
Discover the best corrosion-resistant materials for chemical pumps based on chemical type, industry use, and real-world operating conditions. Avoid failure with expert selection tips.
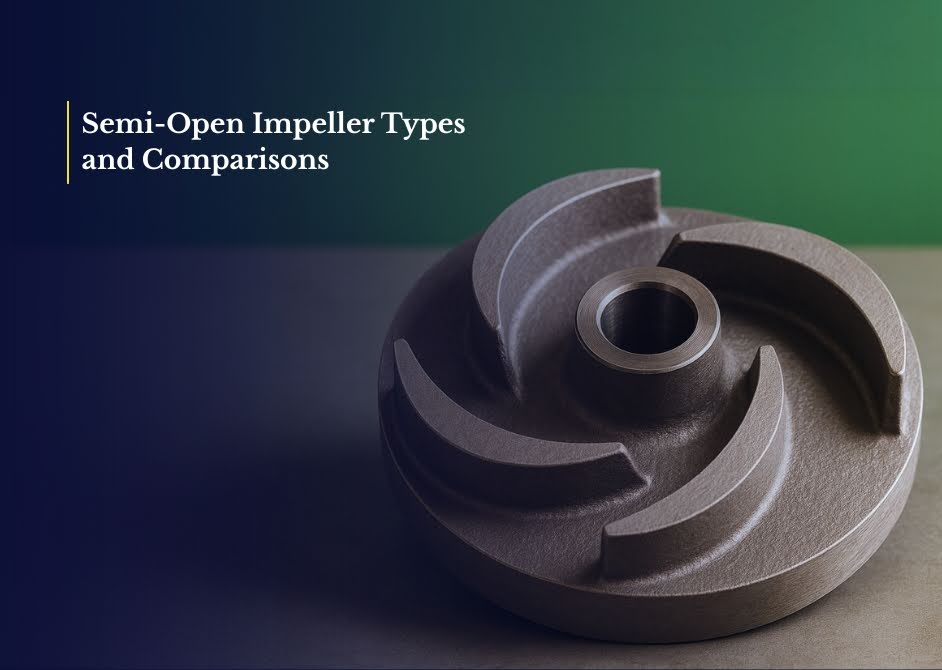
Semi-Open Impeller Types and Comparisons
Discover semi open impeller types, their efficiency, durability, and maintenance insights. Compare designs and boost performance today.

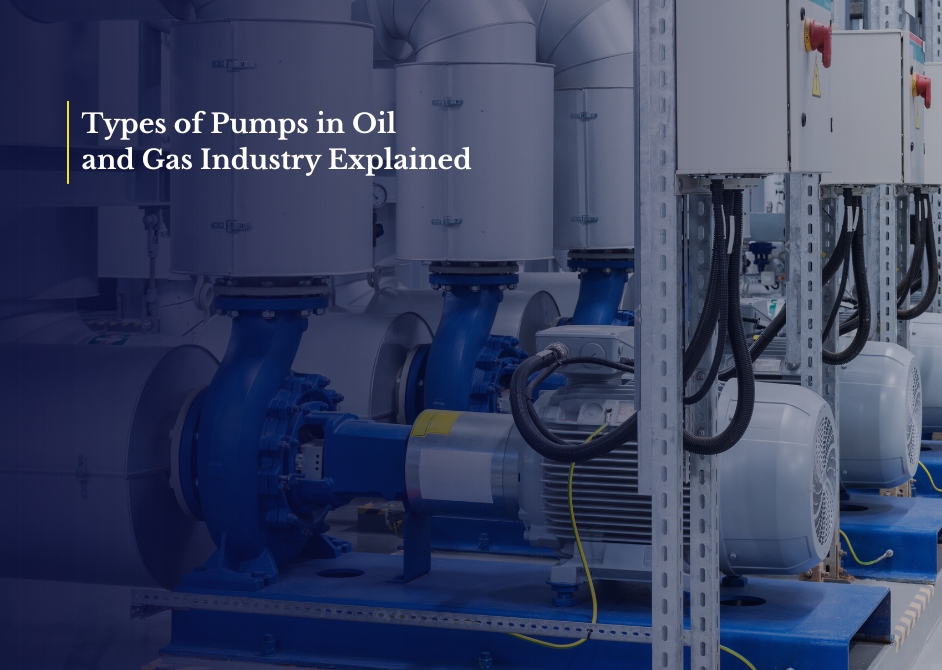
Application of Centrifugal Pump in Oil Industry: Key Uses
Explore the application of centrifugal pump in oil industry, ensuring efficient fluid handling and reliable performance throughout demanding oil processes.





.png)




Thermal Fluid Circulation Pump
Heavy-duty thermal fluid circulation pumps engineered for continuous heat transfer applications up to 350°C. Our ANSI/ASME B73.1 compliant designs handle thermal oils, synthetic heat transfer fluids, and molten salts with precision-cast components in exotic alloys. Ideal for industrial heating systems, chemical processing, and thermal oil circulation with flow rates up to 1200 m³/hr and superior temperature resistance.

Sub ANSI Sulfuric Acid Pumps
Specialized centrifugal pumps engineered for concentrated sulfuric acid handling with superior corrosion resistance. Our sub-ANSI designs feature investment-cast exotic alloys including Hastelloy-C, titanium, and premium fluoropolymers (PVDF/PFA) for reliable operation up to 1200 m³/hr capacity and 300°C temperatures. Purpose-built for fertilizer, steel, chemical processing, and specialty manufacturing applications requiring exceptional durability against aggressive sulfuric acid environments.

Centrifugal Transfer Pumps
Professional centrifugal transfer pumps engineered for efficient fluid transfer in chemical processing applications. Our ANSI/ASME B73.1 compliant designs handle corrosive liquids, acids, and industrial fluids up to 1200 m³/hr capacity with precision-cast metallic and advanced fluoropolymer construction. Delivering reliable performance for chemical transfer, plant operations, and industrial processes requiring superior flow rates and chemical resistance.
Centrifugal Pump for Sterile Processing
Premium sanitary centrifugal pumps engineered for sterile processing applications with FDA-compliant materials, CIP/SIP compatibility, and hygienic design. Our ANSI/ASME B73.1 compliant pumps feature investment-cast SS316L construction, ensuring contamination-free handling of pharmaceutical ingredients, bioprocessing fluids, and sterile media with flow rates up to 1200 m³/hr and temperatures up to 300°C for critical sterile manufacturing processes.

PVC Chemical Drum Transfer Pump
Professional PVC drum transfer pumps engineered for safe chemical handling from storage drums and containers. Our ANSI/ASME B73.1 compliant centrifugal pumps feature superior chemical resistance with PVDF, PFA, and FEP construction for corrosive acids, alkalis, and toxic liquids. Designed for reliable drum emptying, chemical transfer, and dosing applications up to 1200 m³/hr capacity and 210°C operating temperatures.
Vacuum Pump for Chemical Industry
Professional vacuum pumps engineered for chemical industry applications. Our ANSI/ASME B73.1 compliant centrifugal vacuum pumps handle corrosive chemicals, acids, and volatile solvents with superior reliability. Available in metallic and non-metallic constructions for temperatures up to 350°C and vacuum duties up to 1400 m³/hr. Ideal for distillation, evaporation, and chemical processing vacuum applications.
240v Chemical Transfer Pump
Professional 240v electric chemical transfer pumps engineered for safe handling of corrosive acids, alkalis, and toxic chemicals. ANSI/ASME B73.1 compliant designs with precision-cast components in exotic alloys and fluoropolymers, delivering reliable performance up to 1200 m³/hr capacity and temperatures up to 350°C for industrial chemical transfer applications.

Cheap Centrifugal Pump Self Priming
Cost-effective self-priming centrifugal pumps engineered for reliable suction lift and automatic priming without external assistance. Our ANSI/ASME B73.1 compliant designs deliver up to 1200 m³/hr capacity with superior chemical resistance at competitive prices. Perfect for applications requiring frequent start-stop operations, installations above fluid level, and budget-conscious industrial pumping solutions without compromising quality.
Competitive Price Stainless Steel Centrifugal Pump
Premium quality stainless steel centrifugal pumps at competitive prices, featuring investment-cast SS304, SS316, and exotic alloy construction. ANSI/ASME B73.1 compliant designs deliver exceptional value with flow rates up to 1200 m³/hr, temperatures to 300°C, and superior corrosion resistance. Cost-effective solutions for chemical processing, pharmaceuticals, and industrial applications without compromising on performance or reliability.

High Temperature Chemical Transfer Pump
Advanced high temperature chemical transfer pumps engineered for extreme thermal conditions up to 350°C. Our ANSI/ASME B73.1 compliant centrifugal pumps handle corrosive acids, molten chemicals, and thermal fluids with precision-cast exotic alloys and fluoropolymers. Delivering reliable transfer operations for chemical processing, specialty manufacturing, and thermal fluid systems with flow rates up to 1200 m³/hr.
Best Self Priming Centrifugal Pump
Experience superior self-priming performance with Chemitek's advanced centrifugal pumps featuring automatic priming capabilities. Our ANSI/ASME B73.1 compliant designs eliminate manual priming requirements while delivering reliable operation for chemical processing, water treatment, and industrial applications. Built with investment-cast exotic alloys and premium fluoropolymers for exceptional durability and chemical resistance up to 350°C.

Easy Maintainable Stainless Steel Centrifugal Pump
Engineered for minimal maintenance with investment cast stainless steel construction, easy access design features, and robust power frames. Our ANSI/ASME B73.1 compliant pumps feature fully open impellers with rear adjustment, wide variety of mechanical seal options, and quick-change components that reduce downtime and service costs. Built for continuous operation in chemical processing, pharmaceuticals, and industrial applications up to 1200 m³/hr and 300°C.
Phosphoric Acid Pump Solutions
Advanced centrifugal pumps engineered for safe phosphoric acid handling with superior corrosion resistance. Our ANSI/ASME B73.1 compliant designs feature exotic alloys and fluoropolymers for reliable pumping of concentrated phosphoric acid up to 1200 m³/hr capacity and temperatures up to 350°C. Ideal for fertilizer production, rust removal, metal treatment, and chemical processing applications requiring acid-resistant materials.

Fertilizer Pumps Agriculture
Advanced fertilizer pump solutions engineered for agriculture and fertilizer manufacturing applications. Our ANSI/ASME B73.1 compliant centrifugal pumps handle liquid fertilizers, DAP solutions, and corrosive agricultural chemicals with superior reliability. Built to withstand demanding agricultural environments with flow rates up to 1400 m³/hr, operating temperatures up to 350°C, and constructed from corrosion-resistant materials for extended service life in fertilizer processing plants.

Chemical Dosing Pump Price
Get competitive pricing on precision chemical dosing pumps engineered for accurate chemical metering and injection. Our ANSI/ASME B73.1 compliant centrifugal pumps deliver reliable dosing performance up to 1200 m³/hr with superior chemical resistance. Available in metallic and non-metallic configurations for temperatures up to 350°C, perfect for water treatment, chemical processing, and pharmaceutical dosing applications.

Stainless Steel Water Pumps
Premium stainless steel water pumps engineered for superior corrosion resistance and long-term reliability. Our ANSI/ASME B73.1 compliant centrifugal designs deliver exceptional performance for industrial water systems, featuring SS316L construction with flow rates up to 1200 m³/hr and operating temperatures up to 300°C. Perfect for water treatment plants, process cooling systems, and applications demanding hygienic water handling with minimal maintenance requirements.

Polymer Feed Pump
Advanced polymer feed pump solutions engineered for precise polymer dosing and handling in chemical processing applications. Our ANSI/ASME B73.1 compliant systems deliver accurate polymer feeding with superior chemical resistance, handling flow rates up to 1200 m³/hr and temperatures up to 350°C. Ideal for polymer manufacturing, chemical dosing, and specialty polymer processing requiring reliable, continuous operation.
Submersible Slurry Pump Solutions
Heavy-duty submersible slurry pumps engineered for mining, construction, and industrial applications handling abrasive solids, sand, and high-density slurries. Our ANSI/ASME B73.1 compliant designs deliver exceptional performance up to 1200 m³/hr capacity with superior wear resistance in exotic alloys and fluoropolymers. Perfect for dewatering, dredging, and aggressive slurry transfer operations requiring reliable submersible operation.

Hydraulic Pump For Sale
Premium hydraulic centrifugal pumps engineered for chemical processing applications with superior corrosion resistance and high-pressure capability. Our ANSI/ASME B73.1 compliant hydraulic pumps handle demanding industrial fluids up to 1200 m³/hr flow rates and 25 bar working pressure. Available in metallic and non-metallic construction for aggressive chemical environments, featuring investment-cast components and advanced sealing technology for reliable hydraulic power transmission.
Heating Circulation Pump Solutions
Advanced heating circulation pumps engineered for reliable thermal management and heat transfer applications. Our ANSI/ASME B73.1 compliant designs deliver consistent flow rates up to 1200 m³/hr with exceptional temperature handling capabilities up to 350°C. Precision-engineered in exotic alloys and fluoropolymers for superior thermal efficiency in heating systems, thermal oil circuits, and industrial heating applications.
Wastewater Pump Solutions
Professional wastewater pump systems engineered for municipal and industrial treatment applications. Our ANSI/ASME B73.1 compliant centrifugal pumps handle corrosive effluents, sludge, and contaminated water with superior reliability. Available in metallic and non-metallic constructions for flow rates up to 1200 m³/hr, designed for water treatment plants, ETP facilities, and industrial wastewater processing with exceptional chemical resistance and durability.
Boiler Feed Pumps
High-performance boiler feed pumps engineered for critical steam generation systems. Our ANSI/ASME B73.1 compliant centrifugal pumps deliver reliable feedwater supply up to 1200 m³/hr with exceptional temperature resistance up to 350°C. Precision-cast in exotic alloys including titanium and hastelloy for power plants, industrial boilers, and high-pressure steam applications requiring maximum uptime and efficiency.
Solvent Pump Solutions
Industrial-grade solvent pumps engineered for safe handling of organic solvents, aggressive chemicals, and hazardous liquids. Our ANSI/ASME B73.1 compliant designs feature corrosion-resistant materials including titanium, hastelloy, and premium fluoropolymers, delivering reliable performance up to 1200 m³/hr capacity and 350°C operating temperatures for chemical processing, pharmaceuticals, and specialty solvent transfer applications.
Liquid Transfer Pumps
Professional liquid transfer pumps engineered for efficient and safe movement of corrosive chemicals, acids, and industrial fluids. Our ANSI/ASME B73.1 compliant centrifugal pumps deliver reliable performance with flow capacities up to 1200 m³/hr and operating temperatures up to 350°C. Precision-engineered in exotic alloys and fluoropolymers for superior chemical resistance and long-lasting operation across pharmaceutical, chemical processing, and specialty industrial applications.
Electric Transfer Pumps
Industrial-grade electric transfer pumps engineered for efficient chemical and liquid transfer operations. Our ANSI/ASME B73.1 compliant centrifugal pumps deliver reliable continuous operation with flow rates up to 1200 m³/hr, featuring robust electric motor drives, corrosion-resistant construction in exotic alloys and fluoropolymers, and precise flow control for demanding transfer applications in chemical processing, water treatment, and industrial facilities.
Transfer Pumps
Reliable centrifugal transfer pumps engineered for safe chemical liquid movement across industrial facilities. Our ANSI/ASME B73.1 compliant designs handle corrosive acids, alkalis, and specialty chemicals with flow rates up to 1200 m³/hr and temperatures reaching 350°C. Built with exotic alloys and fluoropolymers for continuous operation in demanding transfer applications across chemical processing, pharmaceuticals, and specialty manufacturing.

Petro Chemical Process Pump Price
Get competitive pricing for premium petro-chemical process pumps engineered for demanding petrochemical applications. Our ANSI/ASME B73.1 compliant metallic and non-metallic pumps offer exceptional value with investment-cast construction, exotic alloy options, and flow capacities up to 1200 m³/hr. Trusted by petrochemical industries worldwide for critical processing operations with transparent pricing and expert consultation.
High Pressure Single Stage Centrifugal Pumps
Engineered for demanding high pressure applications up to 25 bar, our single stage centrifugal pumps deliver exceptional performance with ANSI/ASME B73.1 compliance. Featuring investment-cast construction in premium metallic and non-metallic materials, these pumps handle corrosive media, extreme temperatures up to 350°C, and flow rates up to 1,200 m³/hr for critical industrial processes in chemical, steel, and specialty manufacturing applications.
Self Priming Chemical Process Pumps
Advanced self-priming chemical process pumps engineered with priming pot systems for automatic operation. Our ANSI/ASME B73.1 compliant pumps eliminate manual priming requirements while handling corrosive chemicals, acids, and aggressive media up to 350°C. Features investment-cast construction in exotic alloys and premium fluoropolymers for maximum reliability in chemical processing applications.
Suction Horizontal Centrifugal Pumps
Get competitive pricing on precision-engineered horizontal centrifugal pumps with end suction design. Our ANSI/ASME B73.1 compliant pumps feature investment-cast construction in metallic and non-metallic materials, delivering reliable performance for chemical processing applications. Flow rates up to 1,400 m³/hr with temperature capabilities up to 350°C, backed by transparent pricing and custom quotations for your specific requirements.
Chemical Circulation and Transfer Pumps
Professional-grade chemical circulation and transfer pumps engineered for safe and reliable handling of corrosive chemicals, acids, and process fluids. Our ANSI/ASME B73.1 compliant pumps deliver consistent flow rates up to 1400 m³/hr for chemical processing, circulation systems, and transfer operations. Available in both metallic and non-metallic construction to match your specific chemical compatibility requirements with operating temperatures up to 350°C.
Stainless Steel End Suction Centrifugal Pumps
Professional-grade end suction centrifugal pumps engineered in premium stainless steel construction for superior corrosion resistance and reliability. Our ANSI/ASME B73.1 compliant pumps feature investment-cast stainless steel components, delivering exceptional performance for chemical processing, water treatment, and industrial applications with flow capacities up to 1,200 m³/hr and operating temperatures up to 280°C.
Corrosion Resistant Transfer Pumps
Engineered for reliable transfer of corrosive chemicals and aggressive media, our ANSI/ASME B73.1 compliant transfer pumps feature investment-cast construction in exotic alloys and advanced fluoropolymers. Designed to prevent rust and corrosion with superior chemical resistance, handling flow rates up to 1400 m³/hr and temperatures up to 350°C for continuous operation in demanding chemical processing and industrial transfer applications.
Chemical Process Pump in India
India's leading manufacturer of ANSI/ASME B73.1 compliant chemical process pumps engineered for handling corrosive acids, alkalis, and aggressive chemicals. Our precision-cast metallic and advanced non-metallic pumps serve chemical, pharmaceutical, steel, and fertilizer industries across India and 37 countries worldwide with flow capacities up to 1,400 m³/hr and temperatures up to 350°C.
Industrial Wastewater Treatment Pumps
Professional-grade centrifugal pumps engineered specifically for industrial wastewater treatment applications. Our ANSI/ASME B73.1 compliant pumps handle corrosive effluents, slurries up to 40%, and extreme temperatures up to 350°C. Featuring advanced materials including exotic alloys and premium fluoropolymers, delivering reliable performance for ETP plants, chemical processing, and industrial water treatment facilities across steel, pharmaceutical, textile, and chemical industries.

Non Metallic Pumps by Chemitek
Advanced non-metallic centrifugal pumps engineered in premium fluoropolymers (PVDF, PFA, FEP) for superior chemical resistance and corrosive media handling. ANSI B73.1 compliant pumps featuring proprietary PolyGriF technology, capable of flow rates up to 1200 m³/hr and temperatures up to 210°C. Trusted by chemical processing, fluorochemical, pharmaceutical, and water treatment industries for critical non-metallic pumping applications.
Single Stage Horizontal Centrifugal Pump
Premium single stage horizontal centrifugal pumps engineered for demanding chemical and industrial applications. Our ANSI/ASME B73.1 compliant pumps feature investment-cast construction and precision-engineered impeller design for optimal efficiency. Available in both metallic and non-metallic configurations, these pumps deliver reliable performance for flow rates up to 1200 m³/hr and temperatures up to 350°C, making them ideal for chemical processing, steel industry applications, and specialty chemical manufacturing.
Centrifugal Process Pumps
Advanced centrifugal process pumps engineered for critical industrial applications handling corrosive chemicals, acids, and aggressive media. Our ANSI/ASME B73.1 compliant pumps feature precision investment-cast construction and premium fluoropolymer materials, delivering reliable performance with flow capacities up to 1400 m³/hr and operating temperatures up to 350°C. Trusted across chemical processing, steel, fertilizer, and specialty chemical industries worldwide.
Corrosion Resistant Centrifugal Pump
Advanced corrosion resistant centrifugal pumps engineered for handling aggressive chemicals and corrosive media. Our ANSI/ASME B73.1 compliant pumps feature investment-cast construction in exotic alloys and premium fluoropolymers, delivering superior chemical resistance and reliability for critical industrial applications. Available in metallic (up to 350°C) and non-metallic (up to 210°C) configurations to handle the most demanding corrosive environments across chemical processing, steel, and specialty industries.
Mechanical Pump for Water
Industrial-grade mechanical water pumps designed for reliable water handling applications across multiple industries. Our ANSI/ASME B73.1 compliant centrifugal pumps deliver consistent performance with flow rates up to 1200 m³/hr and head capabilities up to 120 meters. Engineered for water treatment, industrial processes, and municipal applications with superior durability and efficiency for demanding water pumping requirements.
Nitric Acid Pump Solutions
Specialized nitric acid pumps engineered with SS316L and exotic alloys for safe handling of concentrated nitric acid in chemical processing applications. Our ANSI/ASME B73.1 compliant pumps deliver superior corrosion resistance, handling nitric acid concentrations up to 95% with flow rates up to 1400 m³/hr and operating temperatures up to 350°C. Trusted by chemical manufacturers worldwide for critical nitric acid transfer and processing operations.
Stainless Steel Chemical Pumps
Premium stainless steel chemical pumps engineered for superior corrosion resistance in aggressive chemical processing applications. Our investment-cast SS316/SS316L pumps deliver exceptional performance with ANSI/ASME B73.1 compliance, handling corrosive acids, alkalis, and toxic chemicals up to 1200 m³/hr flow capacity and temperatures up to 300°C. Trusted by chemical, pharmaceutical, and specialty chemical industries for critical process operations requiring maximum reliability and chemical compatibility.
Industrial Series Centrifugal Pumps
Advanced industrial series centrifugal pumps engineered for demanding process applications across chemical, pharmaceutical, and manufacturing industries. Featuring ANSI/ASME B73.1 compliant design, investment-cast construction in exotic alloys, and operational capabilities up to 1,400 m³/hr flow rates and 350°C temperatures. Trusted worldwide for critical industrial operations requiring maximum reliability and performance.
PVDF Centrifugal Pump Solutions
Premium PVDF (Polyvinylidene Fluoride) centrifugal pumps engineered for superior chemical resistance and high-temperature applications. Our ANSI B73.1 compliant pumps feature advanced fluoropolymer construction with PolyGriF technology, delivering exceptional performance for corrosive media handling up to 210°C and flow rates up to 1200 m³/hr. Ideal for chemical processing, fluorochemicals, and aggressive media transfer applications.
Sodium Hydroxide Pump Solutions
Specialized centrifugal pumps engineered for sodium hydroxide (caustic soda) applications with superior chemical resistance and durability. Our ANSI/ASME B73.1 compliant pumps feature corrosion-resistant construction in exotic alloys and advanced fluoropolymers, designed to handle concentrated NaOH solutions safely up to 280°C. Trusted by chemical processing, water treatment, and industrial manufacturing facilities for critical caustic fluid handling operations.
Corrosion Resistant Seawater Pumps
Industrial-grade centrifugal seawater pumps engineered for marine environments and offshore applications. Our ANSI/ASME B73.1 compliant pumps feature superior corrosion resistance through exotic alloy construction including titanium and super duplex stainless steel. Designed to handle seawater, brine, and corrosive marine fluids with flow rates up to 1,400 m³/hr and operating temperatures up to 350°C for desalination plants, marine vessels, and coastal industrial facilities.

Stainless Steel Transfer Pump
Industrial-grade stainless steel transfer pumps engineered for demanding chemical transfer applications. Our ANSI/ASME B73.1 compliant pumps feature investment-cast SS316L construction, delivering exceptional corrosion resistance and reliability for transferring acids, alkalis, and aggressive chemicals up to 300°C. Trusted by chemical, pharmaceutical, and process industries worldwide for critical fluid transfer operations with flow capacities up to 1200 m³/hr.
Self Priming Centrifugal Pumps
Industrial self-priming centrifugal pumps engineered with advanced priming pot systems for automatic air evacuation and superior suction lift capabilities. Our ANSI/ASME B73.1 compliant pumps eliminate manual priming needs, featuring both metallic and non-metallic construction options for handling corrosive chemicals up to 1200 m³/hr flow capacity. Ideal for applications requiring reliable restart after shutdown and suction lift operations.
Corrosive Pump Solutions
Industry-leading corrosive pumps engineered for handling aggressive chemicals, acids, alkalis, and toxic liquids with unmatched safety and reliability. Our ANSI/ASME B73.1 compliant solutions feature investment-cast metallic construction and advanced fluoropolymer designs, delivering superior chemical resistance for flow rates up to 1400 m³/hr and temperatures up to 350°C. Trusted by chemical processing, steel, fertilizer, and pharmaceutical industries worldwide for critical corrosive fluid handling applications.
High Performance Flow Pumps
High-performance flow pumps engineered for optimal fluid movement in industrial processes. Our ANSI/ASME B73.1 compliant centrifugal pumps deliver exceptional flow rates up to 1200 m³/hr with precision flow control for chemical processing, water treatment, and industrial applications. Available in corrosion-resistant metallic and non-metallic construction for reliable continuous operation.
Centrifugal Slurry Pumps
Engineered centrifugal slurry pumps designed for handling abrasive slurries and solids-laden fluids up to 40% solids content. Our ANSI/ASME B73.1 compliant pumps feature robust construction in metallic and non-metallic materials, delivering reliable performance for chemical processing, mining, steel manufacturing, and water treatment applications. Built to withstand corrosive environments with flow rates up to 1,200 m³/hr and temperatures up to 300°C.
Corrosion Resistant Pumps
Advanced corrosion resistant centrifugal pumps engineered in premium materials including titanium, exotic alloys, and fluoropolymers for handling the most aggressive chemicals and acids. Our ANSI/ASME B73.1 compliant pumps deliver unmatched protection against corrosion with operating temperatures up to 350°C and flow rates up to 1,400 m³/hr, trusted by chemical, steel, and process industries worldwide.
Overhung Pump Solutions
Advanced overhung pump designs featuring heavy-duty power frames and investment-cast construction for superior reliability in chemical processing applications. Our ANSI B73.1 compliant overhung pumps provide optimal support for impeller and shaft assemblies, delivering exceptional performance up to 1400 m³/hr flow rates and 350°C operating temperatures for corrosive media handling across critical industrial processes.
High Pressure Centrifugal Pump
Industrial-grade high pressure centrifugal pumps engineered for demanding applications up to 25 bar (365 PSI). ANSI/ASME B73.1 compliant designs featuring investment-cast construction in metallic and non-metallic materials for superior pressure handling, corrosive media resistance, and reliable operation in chemical processing, steel, fertilizer, and specialty chemical industries.
Polypropylene Pump Solutions
Advanced polypropylene centrifugal pumps engineered for superior chemical resistance and reliable handling of corrosive fluids. Our ANSI/ASME B73.1 compliant PP pumps feature premium polymer construction, delivering exceptional performance up to 1200 m³/hr flow capacity and temperatures up to 210°C. Trusted by chemical, pharmaceutical, and specialty chemical industries for critical process applications requiring corrosion-resistant solutions.

High Pressure Pump Water Solutions
Industrial high pressure water pumps engineered for demanding applications requiring reliable performance under extreme pressure conditions. Our ANSI/ASME B73.1 compliant centrifugal pumps deliver exceptional performance with operating pressures up to 25 bar (365 PSI) and flow rates up to 1400 m³/hr. Designed with investment-cast construction and precision engineering for water treatment, industrial processing, and critical high-pressure applications across multiple industries.
Industrial-grade Water Treatment Pumps
Industrial-grade centrifugal pumps engineered for water treatment and ETP applications. Available in both metallic and non-metallic construction with flow rates up to 1,200 m³/hr, these ANSI/ASME B73.1 compliant pumps deliver reliable performance for municipal water treatment, industrial wastewater processing, and chemical dosing systems with superior corrosion resistance and operational efficiency.

Metallic & Non-Metallic Centrifugal Pump Catalogue
Comprehensive pump catalogue featuring precision-engineered metallic and non-metallic centrifugal process pumps for chemical, steel, fertilizer, and specialty industries. Download detailed specifications, performance curves, and technical data for ANSI/ASME B73.1 compliant pumps handling corrosive media up to 1200 m³/hr flow rates and temperatures up to 350°C. Trusted by industries across 37 countries worldwide.
Sealless Pump Solutions
Advanced sealless pump technology eliminating mechanical seal failures and leakage risks. Our ANSI/ASME B73.1 compliant magnetic drive and canned motor designs offer zero-emission pumping solutions for hazardous chemicals, corrosive acids, and toxic fluids up to 1400 m³/hr capacity and 350°C operating temperatures. Ideal for chemical processing, pharmaceuticals, and specialty applications requiring hermetic sealing.
Chemical Resistant Pumps
Engineered for superior chemical resistance, our ANSI/ASME B73.1 compliant centrifugal pumps handle the most corrosive acids, alkalis, and toxic chemicals with unmatched safety. Available in precision-cast exotic alloys and premium fluoropolymer construction, delivering reliable performance up to 350°C with flow capacities up to 1,400 m³/hr. Trusted by chemical processing, pharmaceutical, and specialty chemical industries worldwide for critical applications demanding exceptional chemical compatibility and long-term durability.
Electric Chemical Pumps
High-performance electric chemical pumps engineered for demanding industrial applications. Our ANSI/ASME B73.1 compliant centrifugal pumps feature both metallic and non-metallic construction options, delivering exceptional chemical resistance and reliability for corrosive media handling. Designed for continuous operation with flow rates up to 1,400 m³/hr and temperatures up to 350°C, trusted by chemical, pharmaceutical, and process industries worldwide.
Horizontal Centrifugal Pumps
Engineered horizontal centrifugal pumps delivering superior performance for chemical processing and industrial applications. Our ANSI/ASME B73.1 compliant horizontal design ensures optimal flow rates up to 1,400 m³/hr, operating temperatures up to 350°C, and exceptional reliability for handling corrosive acids, alkalis, and toxic liquids across diverse industries worldwide.
ANSI Compliant Pumps
Precision-engineered ANSI/ASME B73.1 compliant centrifugal pumps designed for critical industrial process applications. Our standardized pump solutions feature investment cast construction, interchangeable components, and proven reliability for chemical processing, steel, fertilizer, and specialty chemical industries. Delivering high flow rates up to 1200 m³/hr with superior performance and global standard compliance.
Solids Handling Pumps for Industrial Applications
Advanced centrifugal solids handling pumps engineered for slurry applications with particle content up to 40%. Our ANSI/ASME B73.1 compliant pumps feature robust impeller designs, premium materials, and specialized hydraulics for handling abrasive solids, suspended particles, and slurries up to 1200 m³/hr flow capacity. Trusted for mining, chemical processing, water treatment, and industrial applications requiring reliable solids handling performance.
Stainless Steel Centrifugal Pump
Premium stainless steel centrifugal pumps engineered for demanding chemical processing applications. Our ANSI/ASME B73.1 compliant pumps feature investment-cast SS316, SS304, and exotic stainless steel grades, delivering superior corrosion resistance and reliability for aggressive media handling. Designed for flow rates up to 1200 m³/hr and temperatures up to 300°C, these pumps serve critical applications in chemical, pharmaceutical, steel, and specialty chemical industries.
Fluid Pumps by Chemitek
Advanced centrifugal fluid pumps engineered for industrial process applications handling corrosive acids, alkalis, and toxic liquids. Our ANSI/ASME B73.1 compliant pumps feature both metallic and non-metallic construction options, delivering reliable fluid handling solutions up to 1400 m³/hr flow capacity and temperatures up to 350°C. Trusted by chemical, pharmaceutical, steel, and specialty industries worldwide for critical fluid pumping operations.
End Suction Pump
Premium end suction centrifugal pumps engineered for demanding chemical and industrial applications. Our ANSI/ASME B73.1 compliant horizontal design features investment-cast construction in exotic alloys and fluoropolymers, delivering exceptional reliability for corrosive media handling with flow capacities up to 1,400 m³/hr and temperatures up to 350°C. Trusted across chemical processing, fertilizer, and specialty chemical industries.
Industrial Water Pumps
Heavy-duty centrifugal water pumps engineered for industrial water handling applications. Our ANSI/ASME B73.1 compliant pumps deliver reliable performance for water treatment plants, cooling systems, and industrial processes with flow capacities up to 1200 m³/hr and heads up to 120m. Designed with superior corrosion resistance and built to withstand demanding industrial environments across chemical, steel, fertilizer, and water treatment industries.
Chemical Transfer Pump
Engineered for safe and reliable transfer of corrosive chemicals, acids, and hazardous liquids in industrial processes. Our ANSI/ASME B73.1 compliant chemical transfer pumps combine superior chemical resistance with robust construction, offering flow capacities up to 1200 m³/hr and temperatures up to 350°C. Trusted by chemical processing, pharmaceutical, and specialty chemical industries for critical fluid transfer applications requiring maximum safety and reliability.

Chemical Centrifugal Pumps
Industrial-grade centrifugal pumps engineered for chemical processing applications. Our ANSI/ASME B73.1 compliant pumps feature both metallic and non-metallic construction options, designed to handle corrosive acids, alkalis, and aggressive chemicals with flow capacities up to 1200 m³/hr and operating temperatures up to 350°C. Trusted by chemical industries worldwide for critical process operations requiring superior chemical resistance and reliability.

Industrial Process Pumps
Comprehensive range of ANSI/ASME B73.1 compliant industrial process pumps engineered for critical applications across chemical, steel, fertilizer, and specialty chemical industries. Our centrifugal pumps feature investment-cast metallic construction and premium fluoropolymer designs, delivering exceptional reliability for handling corrosive media, acids, alkalis, and toxic liquids with flow rates up to 1,200 m³/hr and temperatures up to 350°C.

Corrosive Pump Solutions
Industry-leading corrosive pumps engineered for handling aggressive chemicals, acids, alkalis, and toxic liquids with unmatched safety and reliability. Our ANSI/ASME B73.1 compliant solutions feature investment-cast metallic construction and advanced fluoropolymer designs, delivering superior chemical resistance for flow rates up to 1400 m³/hr and temperatures up to 350°C. Trusted by chemical processing, steel, fertilizer, and pharmaceutical industries worldwide for critical corrosive fluid handling applications.
Centrifugal Oil Pumps
Industrial-grade centrifugal oil pumps engineered for handling oil products, lubricants, and petroleum-based fluids in process industries. Our ANSI/ASME B73.1 compliant pumps feature robust metallic and non-metallic construction options, delivering reliable performance for oil transfer applications with flow rates up to 1,200 m³/hr and operating temperatures up to 350°C. Trusted by chemical, steel, and industrial facilities for critical oil handling operations.
Chemical Process Pumps
Advanced centrifugal chemical process pumps engineered for critical industrial applications. Our ANSI/ASME B73.1 compliant pumps feature precision-cast construction in exotic alloys and premium fluoropolymers, delivering superior reliability for corrosive acids, alkalis, and toxic chemicals. Capable of handling flow rates up to 1400 m³/hr with temperatures up to 350°C, trusted by chemical processing, pharmaceuticals, steel, and specialty chemical industries worldwide.